Arthur G. Booth had a distinguished career as a design engineer. His
career began at Wolverhampton, working for the Clyno Engineering
Company, and later A.J.S. After A.J.S. went into voluntary liquidation
he moved to Singer Motors Limited and later Humber Limited. He ended up
as Chief Consulting Engineer to the Rootes Group and was Chairman of the
Automobile Division of the Institute of Mechanical Engineers. The
following section is taken from his Chairman's address, which was
delivered at a meeting of the Automobile Division at the Institute on
9th October 1956. As the complete address is quite long, we have only
included the sections that are about his time in Wolverhampton, to
reduce the time taken to download.
His daughter, Mrs Eileen J. Stephens has kindly given us a copy of
the paper and some of her father's photographs and we would like to
thank her for allowing us to include them here.
An extract from the
address of the Chairman of the Automobile Division
Experiences During
Forty Years of Automobile Design
By A. G. Booth,
M.B.E. (Member of Council)
|

Arthur G. Booth, when at Clyno.
|
My engineering career began in 1912, when I joined
The Clyno Engineering Co. of Wolverhampton, as a draughtsman. In
1922 I became Chief Engineer and held the position until the
Company went out of existence in the early 1930's during the
trade slump which claimed so many victims at that time. That was
followed by three years from 1932 as co-Designer and Engineer
with Singer Motors, Ltd., who by a happy coincidence have now
become part of the Rootes Group. |
| Finally, early in 1935 I joined Humber, Ltd., as
Chief Engineer, responsible to the Group Director for the design
(excluding bodywork) of Humber, Hillman, and Sunbeam Talbot
cars, and military vehicles, a position held until recently when
I was appointed Chief Consulting Engineer to the Rootes Group.
Thus, my career has been divided roughly into three periods; the
first with a young and enterprising company, which like many
others was unable to weather the economic blizzard of the 1930s;
and the second and third periods with two of the earliest
producers of cars in Great Britain. |
| The first ten years with The Clyno Engineering Co.
included car and aircraft engine design and planning, but the
greater part was on motorcycles, from small two-stroke models to
large and powerful 6- and 8-h.p. twin-cylinder side-car
combinations, which were at that time a very popular mode of
transport. Speaking with some experience, I can say that
motorcycle design as I knew it was at least as intricate and as
technical as that of cars and aero-engines. I found that the
subjects of engine performance, suspension, roadworthiness,
weight reduction and cost, were quite as important as in cars,
and whereas in the latter we worked in three dimensions, a motor
cycle was virtually in two dimensions in a plane of very little
thickness with space limitations and very fine clearances. I can
only compare it with hanging everything on a very short clothes
line! |
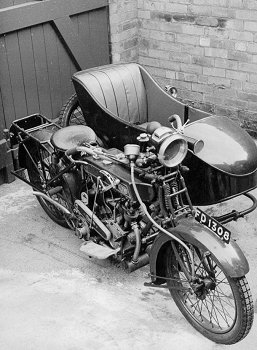
A Clyno combination that belonged to the
Booth family. |
The cover of a Clyno booklet from 1913. It
shows a Dragonfly engine on the top left, a Vickers-Clyno
machine gun carrier on the top right, Fort Works on the bottom
left and Ashes Works on the bottom right. |
I soon discovered the need to consider customer
reaction to every exposed part in terms of appearance and finish
as well as of engineering function, from the engine and other
units right down to the merest nuts, bolts, wires, and clips. As
an enthusiastic motorcyclist, I developed something of a flair
for engines, and to my joy I found a considerable amount of this
type of work coming my way on two-stroke and four-stroke models.
It must be admitted that apart from the economic value, I had no
great liking for the two-stroke engine but its construction was
so different from that of the four-stroke that it added a touch
of variety to my duties. |
| The latter half of that first period, in which I
was made responsible for the design and engineering of the Clyno
cars, presented altogether new and at first unfamiliar problems.
It was not a case of modifying an earlier vehicle with years of
experience behind it, but of starting from scratch and
developing an entirely different line of business. Management in
those days expected the designer to know his job and to do his
development work on the drawing board, with only a small amount
of experimental work. |
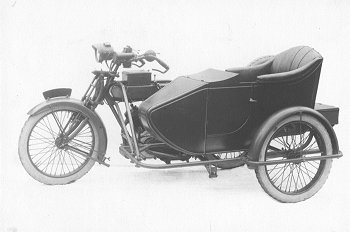
A Clyno combination.
|
|
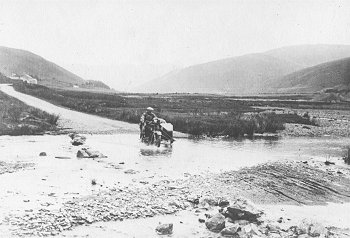
Out in the wilds with a Clyno combination.
|
Perhaps it was fortunate therefore that our
experience was gained in the first two years on a relatively
small, but rapidly growing, output. Owing entirely to the hard
work and enthusiasm of a very small team of engineers and
production men, the first prototypes were in the Motor
Exhibition of 1922 within four months of the commencement of the
project. |
| That achievement, from a zero start, included the
design and manufacture within the factory of every unit on the
chassis, except the well-tried and excellent 1,368 cu. cm.
Coventry Climax engine which was fitted. When we were fully
geared for volume production our output reached very high
figures for those days, and by 1930 a total of approximately
50,000 cars of all types, of a rating from 9-13 h.p., had been
produced. |
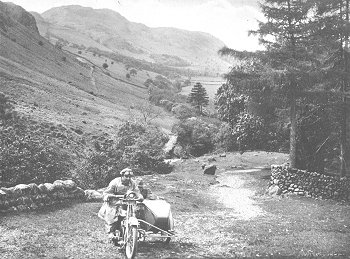
Another Clyno combination in the Lake
District.
|
|
The 1914-18 War Period
On the outbreak of war all preparations for
the manufacture of a Clyno motor car, on the design of which I
was engaged, were suspended, and that particular car project was
abandoned for all time.
|
|
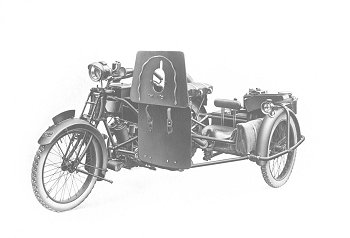
A Vickers-Clyno machine gun carrier.
|
In collaboration with Vickers, Ltd., we designed
and produced mobile machine-gun equipment carrying driver,
gunner, machine gun, armour, and ammunition, on a modified
version of the Clyno motorcycle combination. Its rugged nature
and case of manoeuvre made it highly suitable for active service
in the field, and many were supplied to the British and Russian
forces. |
| A Vickers-Clyno machine in
action. |
 |
 |
Earl Haig inspecting the
Vickers-Clyno troops. |
| Vickers-Clyno troops in
action. |
 |
|
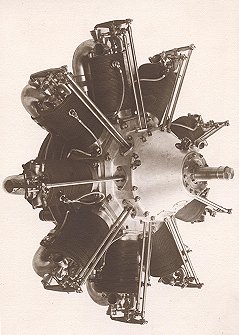
A Dragonfly aero-engine.
|
With the Vickers-Clyno equipment well established
in the factory, our attention was then turned to other wartime
priorities, and we were soon engaged on development contracts
for new type aero-engines, one of which was in collaboration
with Vauxhall Motors, Ltd., for a large water-cooled
twelve-cylinder V-engine. During that period I was privileged to
work under the direction of the late Mr. L. H. Pomeroy,
President of the Institution of Automobile Engineers for the
Session 1934-35, and of Mr. C. E. King, who was in charge of the
project throughout the design and prototype stage, and who later
became Engineering Director of Vauxhall Motors, Ltd. My most
interesting memory of that engine was the design for the
fabrication by welding of the cylinders, complete with
hemispherical head, overhead valve ports, and water casing, all
from steel billets and pressings, and I learned from that
experience that for those methods there was no future in the
automobile industry. |
| Unfortunately, the engine was abandoned and
valuable time was lost, but the knowledge gained proved very
useful for the work which followed.
We were next engaged, with other companies, under the
parentage of the Sheffield Simplex Motor Works, Ltd.,
on what I believe to be one of the first aero-engine shadow
schemes for the manufacture of the 300-h.p. 'Dragon-fly'
nine-cylinder air-cooled radial engine, from the prototype stage
to large-scale production of the complete unit. |
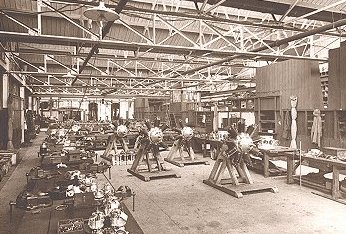
Dragonfly engines in production at Pelham
Street.
|
|
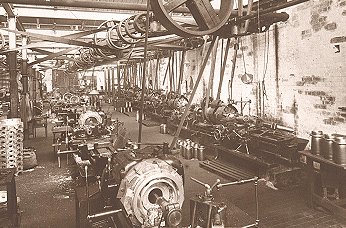
Machining Dragonfly engine blocks.
|
As a member of that planning team I was fortunate
in having as colleagues two lifelong friends, Mr. S. C. Poole,
to whom I owe some of my early training, and our esteemed member
of Council of the Automobile Division, Mr. C. M. van Eugen. That
was my first experience with production planning, which was put
through in record time and detailed to an unusual degree because
of the link with other factories, and I mention it merely to
show what was done forty years ago. |
| I have not seen these methods used elsewhere,
probably because they are somewhat laborious. The components
were planned stage by stage from the raw material to the
finished article, each successive operation being represented by
a small-scale drawing, appropriate to its immediate shape and
machining dimensions, and bearing references to gauges, jigs,
and tools, which were detailed at the same time, or to
particular heat treatment or other operations. |
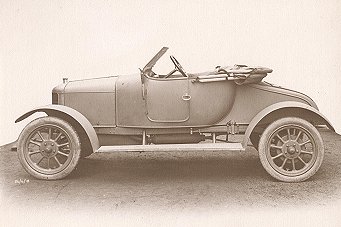
The prototype Clyno car.
|
|
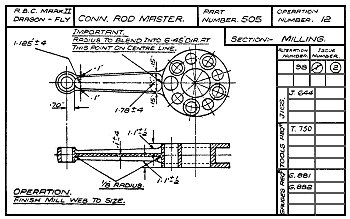
A small-scale drawing of a Dragonfly
connecting rod in readiness for the milling operation.
|
The design of the engine for production purposes,
the planning of the equipment and machine loading, and the
interchangeability of the parts which we achieved, would do credit to
more modern times. Until then interchangeability within very fine limits
as we understand it today, had not been one of our strong points, but
wartime activity greatly accelerated the development of methods for
higher production and greater precision, from which the automobile
industry was to benefit in the following years.
|
| If all this seems commonplace today, it must be
remembered that in 1914 there was little experience of the of
aero-engines in Great Britain, and we certainly had none in The
Clyno Engineering Co., but as a result of the needs of war we
entered the years of peace better equipped to meet the demands
that were to come in the 1920's.
Some Engine Developments |
| In my experience the advances in the design of British
automobile engines from 1920 onwards have been steady and as progressive
as in any other section of car design, and more impressive than is
generally realised. Principles of operation and construction are very
similar but the improvements in detail, materials, performance and
efficiency have been considerable. Much of this is due in no small
measure to the research carried out by Sir Harry Ricardo and others,
whose services to the industry have been of incalculable value. On the
production side, there have been striking changes in methods, processes,
and in accuracy of manufacture, particularly in the last ten years. |
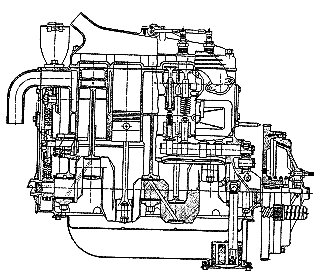
A Clyno 4 cylinder 1,600 cu. cm. engine and
clutch.
|
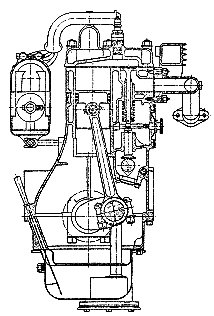
Another view of a Clyno 4 cylinder engine from
1927. |
Some may deplore the change from the personal skill of
the operator to that of the production machine, but it is only by these
means that quantity production can be maintained without loss of
quality. That skill of the operator exists today in much greater
abundance than ever before, but it has been transferred from
manufacturing operations on the product to manufacture of precision
production equipment. Reverting to the design of the products in which I
have been interested, I have selected one or two items for general
comment. For Clyno cars a number of four-cylinder side-valve engines up
to 1,600 cu. cm. capacity, were manufactured by the Company or
exclusively for them by Coventry Climax Engines, Ltd., to their own
designs and those of The Clyno Engineering Co., under an excellent
arrangement which gave full consultation on matters of design and
manufacture. |
| Those engines progressed through all the normal
developments of the time, including early changes from ball and roller
bearing main journals and splash lubrication to plain bearings and
pressure lubrication, from cast iron to aluminium pistons, and from two
to three bearing crankshafts, all of which had a considerable effect on
the efficiency and smooth running of the engines.
By today's standards the cone clutch was not good but it gave
reasonable service, probably because in those days we had not
arrived at flexible engine mountings. A point of long standing
interest on all Singer engines is the chain-driven overhead
camshaft, which dates back in thought to 1912-13, when it was first
introduced on the prototype Clyno engine by the chief car designer,
Mr. S. C. Poole, with results that were so encouraging that he used
it on the new engines he designed when he joined Singer Motors,
Ltd., in 1920. The design was still very much the same when I joined
the company in 1933, and has given such good service throughout the
years that it has been retained to this day. As a junior member of
the staff on the 1913 design, I well recollect the element of doubt
we had when we introduced the overhead camshaft vertical chain
drive, I think for the first time on a British engine, using a
Coventry 'Duplex' roller chain with external adjustment. It is such
experiences that have justifiably established the roller chain on
British engines against the competition of the inverted-tooth chain,
the helical spur gear, and other forms of drive.
Transmission Developments |
| While developments throughout the years in other
sections of automobile design have followed a reasonably progressive
pattern, I consider those of the transmission have received more thought
and caused more disappointments than all the others put together. In the
1920's when straight spur gears and 'crash change' were usual and gear
changing was an art considered to be the accomplishment of the good
driver, there was relatively far more reason for criticising the lack of
progress than there is today. That state of affairs persisted in most
British designs at least until 1930, and I am sorry to say that for the
Clyno cars I was more concerned about the prevention of tooth chipping
by metallurgical processes than by a new form of gearbox to simplify
gear change. Strangely enough, our main concern was not about the design
of the gearbox, but where to locate it, and what type of propeller shaft
to use, the latter providing the greatest difficulty. No proprietary
types of propeller shafts were available in those days, and as we had no
experience in the manufacture of the open type we decided on the
well-established practice of torque tube and enclosed shaft drive, with
the gearbox mounted at the front and the axle at the rear of the tube. |
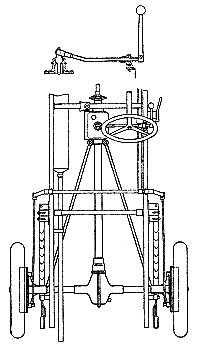
Clyno torque-tube transmission and control. |
|
As the whole transmission unit was anchored to the frame cross member by
a large ball and socket arrangement on one side of the front of the
gearbox, there were problems of gear-lever movement due to swing of the
axle, while at the same time we were asked to meet a popular demand for
right-hand gear control, both of which were dealt with in the simple
manner shown. The drive from the engine to the gearbox was completed by
a short shaft with flexible Hardy couplings, the use of which in that
application proved quite satisfactory with a mechanical centring device.
In my opinion the outstanding development of those early years was the
production in Great Britain, from 1927 onwards, of the Hardy-Spicer
open-type propeller shaft with fully-sealed mechanical joints. That
solved a long-standing problem and made obsolete the type of drive used
on the Clyno car, while at the same time opening the way for the more
general use of unit construction of the engine and gearbox. I have
referred to the lack of improvements in transmissions during the 1920's,
and in my view the growing popularity of the motor car in that period
forced the pace during the 1930's when many progressive changes in
gearing took place, including the so-called silent gearboxes with
constant mesh helical gears using sliding dog engagement, which were
later superseded by different types of syncromesh.
Brake Developments
|
|
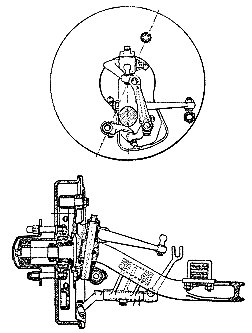
Clyno front wheel brakes, 1924-29.
|
It is my experience that until the last few years there
has been very little difficulty in maintaining the power and efficiency
of brakes to meet the requirements asked of them by improvements in
other parts of the car, but lately the demand for further increases in
power and speed, mainly in the more powerful vehicles, has taxed all the
designer’s efforts, particularly with modern styling.
From 1922 to 1925 the cars with which I was concerned had braking
on the rear wheels only, a feature which was common to the majority
of cars. A parking brake on the transmission was often used, but
most cars had twin rear brakes side by side in drums of considerable
width, linked respectively to the hand and foot control. In order to
avoid drum distortion and minimize the weight we departed from this
method by using narrow drums with two pairs of shoes interlaced on
the Timken principle and mounted on short pivots with cams set at 90
degrees to each other. |
|
It may seem strange to those brought up on
four-wheel braking that we should be satisfied at one time with rear
brakes only, but speeds were relatively low and as cars were few in
number there was little traffic congestion.
In 1924 for the first time on Clyno cars we offered
front wheel brakes as an optional extra at a low price, but buyers were
wary of the skidding problems that might be created and there was not
much sales response. However, by 1925 with twelve months' satisfactory
experience, front wheel brakes were standardised on all models, and we
were so convinced that it was the right thing to do that we adopted
12-inch brakes on the front and 10-inch on the rear with a 55/45 ratio.
That was a lavish- specification for 11- and 13- h.p. cars with an
unladen weight of under 20 cwt.
As an example of the reaction in some quarters to
four-wheel brakes, I had great difficulty in obtaining the approval
of the Licensing Authorities for front-wheel brakes on cars for
taxicab contracts, and also encountered a legal objection from New
Scotland Yard on a technical point because we removed the second
pair of handbrake shoes from each rear drum. They were quite
unnecessary with four-wheel brakes consisting of two separate
systems operated by the foot, with limited compensation, and with
the handbrake interconnected to the rear only, in such a manner that
the failure of any part would still leave one full set in action.
Shortly afterwards the wording of the Regulations was amended to put
the matter beyond doubt. The companies using the transmission
parking brake quite naturally took the opportunity of discarding it.
Most firms made their own brakes in those days, and for Clyno cars
we developed a new front axle with our own braking system, the shoes
being operated by a cam with a lever outside the backing plate and
operating immediately below and on the centre-line of the kingpin,
which avoided any interference from the swing of the stub axle. This
type of design gave good service on approximately 40,000 cars, and
was also adopted on a well-known Continental model.
In my view one of the greatest advances in brake
design came with the production in Great Britain during 1927 of the
hydraulically operated Lockheed brake with internal expanding shoes,
which I believe was first fitted by Mr. F. G. Parnell on the Triumph
Seven car of that period, although earlier versions with external
band brakes had previously been used. It is fortunate that that
method of brake control was available before the mass production of
independent front wheel suspension, as apart from its inherent
technical advantages it simplified the designer’s installation
problems, as was amply proved on the Singer and Rootes Group models.
Now this method has practically supplanted all others throughout the
world.
Design for Comfort and
Safety in Car Suspension
|
| No matter how much we may feel that our roads are
inadequate today, we must admit that the surface conditions are
generally good, at least by comparison with those of the 1920's when
there was little thought for the comfort of the few who used them, and
when road engineering was in infancy. Likewise, by today's standard
there was little that could be said in favour of the suspension system
on our cars, yet they became popular despite discomfort for the
passengers.
The weight distribution was all wrong, with engines well back in
the frame, with the rear passengers over the axle, and with little
luggage accommodation except for unsightly luggage racks. I think it
can be claimed with justification that we have progressed a long way
since then. On Clyno cars we used quarter-elliptic springs which had
the advantage of low unsprung mass, until front-wheel brakes
demanded semi-elliptic springs to deal with brake reactions. |

A Clyno logo.
|
| For all the good they did, the shock absorbers could
have been discarded after less than 5,000 miles of service, and there
was little to choose between one make and another. The only real
improvement during that period came in 1924-25 with the change from
small-section high-pressure tyres to large-section low-pressure balloon
tyres, which started a trend in development that has been repeated in
later years. |
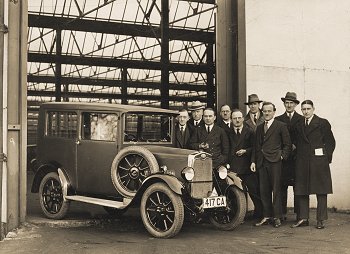 |
The
new fabric bodied, 2 door Clyno 9 leaving Bushbury Works, with some of
the Clyno staff. 3rd from the right with his hand in his
pocket is Arthur G. Booth himself. Third from the left at the front
(directly above the number plate) is Frank Smith. |
|
Arthur G. Booth in later years. |
 |

|
Return to the
previous page |
|