| The Platt family moved to Wednesbury from Shropshire
in about 1790. Samuel Platt, born around 1780, started a
business at King's Hill, which grew into a large
foundry, with a large number of staff. He married Mary
Elizabeth Wilkes. By the 1880s
Kings Hill Foundry was producing a range of machines,
many of which were aimed at the local nut and bolt, and
tube manufacturers. Samuel Platt junior, was born in
1813 and christened on 31st January, 1813 at St.
Lawrence's Church, Darlaston. He married
Susannah Deeley Howl, then around 1842 married his
second wife, Rose
Hannah Hadley, who was born in 1819. In 1841 he was
employed as a Pattern Maker, in West Bromwich.
In the 1831 and 1851 editions of William White's
History, Gazetteer, and Directory of Staffordshire, the
business is listed as Samuel Platt, model maker (meaning
pattern maker), King's
Hill, but in the 1861 edition of Jones's Mercantile
Directory of the District of South Staffordshire and
East Worcestershire, it is listed as Samuel Platt, brass
founder and iron founder, King's Hill.
In the 1851 census, Samuel Platt
senior's family is listed as living at 103 Darlaston
Road, King's Hill. The entry is as follows:
Samuel Platt, aged 71, pattern
maker. Born in Drayton, Shropshire (Market
Drayton).
Mary Platt, Wife, aged 67. Born
in Darlaston.
Matilda Platt, Daughter, age
30,
unmarried. Born in Wednesbury.
John Platt, Son, age 28,
unmarried, pattern maker. Born in Wednesbury.
Mary Platt, Daughter, age
25,
unmarried. Born in Wednesbury. |
In the 1871 census, the entry for
Samuel Platt and his family, who lived at 119 Darlaston
Road, King's Hill, is as follows:
Samuel Platt, aged 58, brass and
iron founder, employing 26 men & 5 boys.
Born in Wednesbury.
Rose Hannah Platt, Wife, aged 52.
Born in Wednesbury.
John Platt, Son, aged 27, unmarred,
iron moulder. Born in Wednesbury.
Eliza Platt, Daughter, age 21,
unmarried. Born in Wednesbury.
Thomas Platt, Son, age 18,
unmarried, iron moulder. Born in Wednesbury.
Frederick Platt, Son age 13,
unmarried, iron moulder. Born in Wednesbury.
Isaiah Platt, Son, age 11, unmarried,
scholar. Born in Wednesbury. |
The firm displayed machines at the Wolverhampton
and Staffordshire Industrial and Art Exhibition, which
ran from 30th May until the end of October 1884. The
following, is a description of the firm's exhibit from
'The Engineer', 13th June, 1884:
|
Among a varied
assortment of machinery connected
with the nut and bolt and tube
manufacture, Mr. Samuel Platt,
engineer, of King's Hill Foundry,
Wednesbury, has a specially designed
noiseless bolt screwing machine
which deserves to be known outside
the local nut and bolt centres, to
which at present its use is chiefly
confined. It is a three pulley
machine, driven by two bands, one
straight and one crossed, and is
reversed by raising the lower end of
a cross lever. The reversing gear is
kept in its place by a ball on the
hanging lever. The reversing motion
is accomplished without strain or
noise. It manipulates bolts and nuts
together.
Another machine
by the same exhibitor which has
found favour in New Zealand and New
South Wales for artesian well
purposes is a specially designed
improved revolving cutter, which can
be worked by hand or by power, and
will cut off any sized tube from ⅛
in. to 4 in. It will also treat
small round iron, brass, or copper.
The weight is 1 cwt. 3 qr. 18 lb. |
|
|
 |
King's Hill Foundry in the mid
1880s. At this time there were many small buildings on the
site, with some houses and shops along Darlaston Road.
At this time the business was very
successful and so the factory would soon be enlarged to
cover the whole site, including the green area along the
southern edge of the site. |
The entry for the family in the 1881 census, still
living at Hawthorn Cottage, 119 Darlaston Road, is as follows:
Samuel Platt, aged 68, engineer and
iron founder, employing 28 men & 12 boys. Born
in Wednesbury.
Rose Hannah Platt, Wife, aged 62. Born in
Wednesbury.
Eliza Platt, Daughter, age 30,
unmarried. Born in Birmingham (different to
previous census).
Isaiah Platt, Son, age 21, unmarried,
clerk in foundry and fitter. Born in Wednesbury.
Louisa Hall, general domestic servant,
age 17. |
|
|

Samuel Platt's grave in Wood Green
Cemetery, Wednesbury. |
| The inscriptions on the grave are as follows:
Front:
In Loving Memory of Samuel Platt of King's Hill
Wednesbury, who died September 7th, 1885. In the 73rd
year of his age.
In Loving Memory of Rosehannah, wife of the above who
died November 18th, 1893 in the 76th year of her age.
Frederick Cecil Platt, 1917 - 1989.
Marguerita Kathleen Platt, 1911 - 2002.
___________
Left hand side:
In Loving Memory of Hannah the beloved wife of Tom Platt
of Rosslyn, Goldthorn Hill, Wolverhampton who died
October 15th, 1902 in the 51st year of her age.
In Loving Memory of the above named Tom Platt who
died December 26th, 1904 in his 54th year.
In Loving Memory of Gertrude, wife of George Platt,
F.R.G.S. Passed away June 30th, 1925 in her 85th year.
___________
Back:
In Loving Memory of Norris, son of Tom and Hannah Platt
who died September 2nd, 1936 aged 51 years. |
The inscription on the front of
the memorial. |
The inscription on the right hand side reads as
follows:
In Loving Memory of Nancy the wife of Fred Platt. Born
July 24th, 1886. Died August 28th, 1911.An
affectionate remembrance of Ralph Frederick, husband of
Ethel Mary Platt. Born 2nd May, 1881. Died 10th October,
1944. |
| King's Hill Foundry in 1904.
During the previous twenty years the
factory had been greatly extended and now covered the whole
site.
The frontage remained much the same
until the 1970s. |
 |
 |
A photograph from an old postcard
showing the last steam tram that operated from Darlaston
depot on 15th June, 1904. It's on its way to Darlaston from
Walsall via the Pleck and Wednesbury, passing King's Hill
Foundry.
The frontage remained much the same
until the factory closed. Only the far single storey
building would change to any great extent. |
| Samuel died on 7th September, 1885 and is buried at
Wood Green Cemetery. The business was then run by seven
family members, in partnership, until 1894, as can be
seen below: |
|
The family's entry in the 1891 census
is as follows.
Address: Hawthorn Cottage, Darlaston
Road, King's Hill.
Rose Hannah Platt, Widow, aged 72. Born in
Wednesbury.
Eliza Platt, Daughter, age 41,
unmarried. Born in Birmingham.
George Platt, Son, age 33, unmarried,
fitter. Born in Wednesbury.
Isaiah Platt, Son, age 30, unmarried,
pattern maker. Born in Wednesbury. |
Rose Hannah Platt died on 18th
November, 1893.
Other family entries in the 1891 census
are as follows:
Address: 118 Bright Street, King's
Hill.
John Platt, aged 45, iron founder. Born in
Wednesbury.
Rose Platt, Wife, aged 40. Born in
Wednesbury.
George Platt, Son, age 18,
unmarried, iron moulder. Born in Wednesbury.
Margaret Platt, Daughter, age 15,
unmarried. Born in Wednesbury.
Frederick Platt, Son age 8, unmarried,
scholar. Born in Wednesbury. |
| Address: 119 Darlaston Road, King's
Hill. Tom Platt, aged 38, foreman
moulder. Born in Wednesbury.
Hannah Platt, Wife, aged 38. Born in
Darlaston.
James W. Platt, Son, aged 16. Born in
Wednesbury.
Tom Platt, Son, age 13. Born in
Wednesbury.
Fred Platt, Son age 11. Born in
Wednesbury.
Rose Hannah Platt, Daughter, age 8. Born
in Wednesbury.
Isaiah Platt, Son, aged 7. Born in
Wednesbury.
Norris Platt, Son, aged 5. Born in
Wednesbury.
Eliza. Platt, Daughter, aged 4. Born in
Wednesbury.
Ernest Platt, Son, age 2. Born in
Wednesbury.
Samuel Platt, Son age 5 months. Born in
Wednesbury.
Emma Pallat, general domestic servant,
age 22. Born in Darlaston. |
Entries in the 1901 census:
Address: Church Hill, Wednesbury.
John Platt, aged 55, iron founder and
employer. Born in Wednesbury.
Rose Platt, Wife, aged 50. Born in
Wednesbury.
George Platt, Son, age 28, unmarried,
merchant's clerk. Born in Wednesbury.
Emmie Ellis, general domestic servant,
age 23. Born in Tipton. |
Address: Hawthorn Cottage, King's
Hill.
Eliza Platt, aged 50, head, unmarried,
engineer, iron founder and employer. Born in
Birmingham
Isaiah Platt, Brother, aged 40,
unmarried, engineer, iron founder and
employer. Born in Wednesbury.
Elizabeth Robinson, general domestic
servant, age 27. Born in Wednesbury. |
By 1886 Isaiah became head of the
drawing office, and then a partner. In 1918 he left to
form his own business, Isaiah Platt of Wednesbury. Two
other family members, John Platt and George Platt left
the business on 31st August, 1904, as can be seen below
(from the London Gazette):
|
| In the 1904 edition of Kelly's Staffordshire Directory,
Frederick Platt is listed as living at The Shrubbery, Wood
Green Road, Wednesbury, and the business is still listed as
Samuel Platt, Brass & Iron Founder. In the 1909 Ryder's
Annual the business is advertised as Samuel Platt Limited.
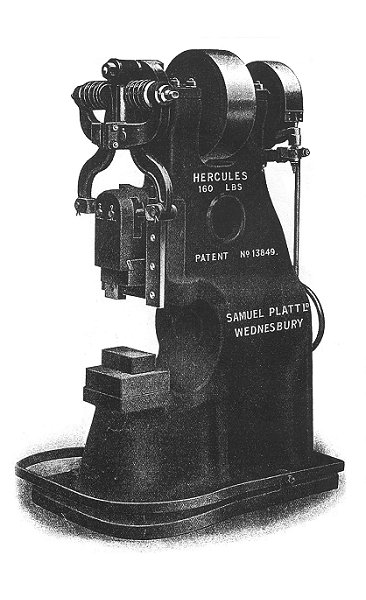
By this time the firm was producing a wide range of
products including machinery for tube making,
nut and bolt making, drop hammers, stripping
presses, reeling and straightening, and also lathe chucks,
pulleys, mill gearing, shafting, shaft fittings,
and pressings.
The firm also patented designs for a wide range of
machines, for many applications. |

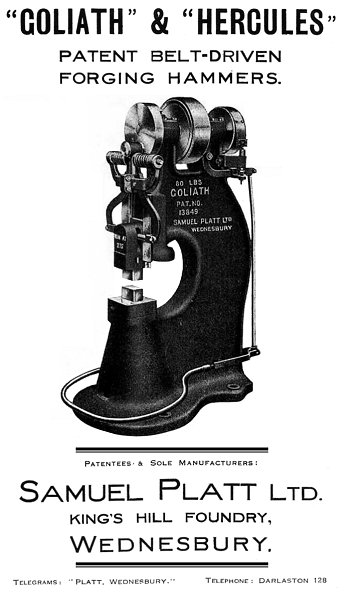
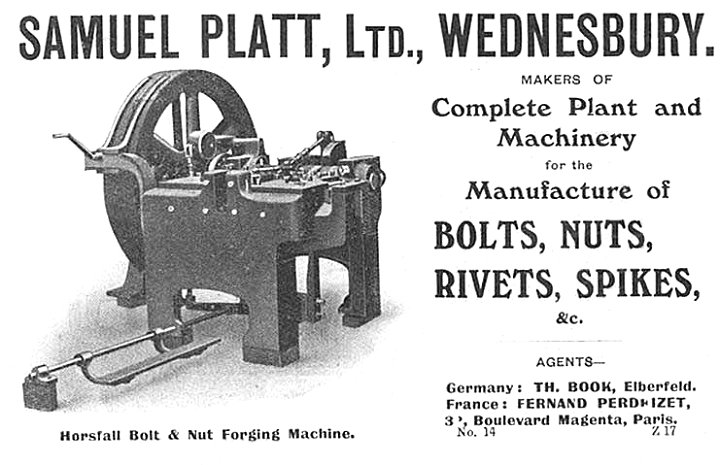
An advert from 1909. |
An advert from the 'Engineering Journal' 1909.
 |
An example of a machine that
was designed for a particular use, which was what Samuel
Platts specialised in. |
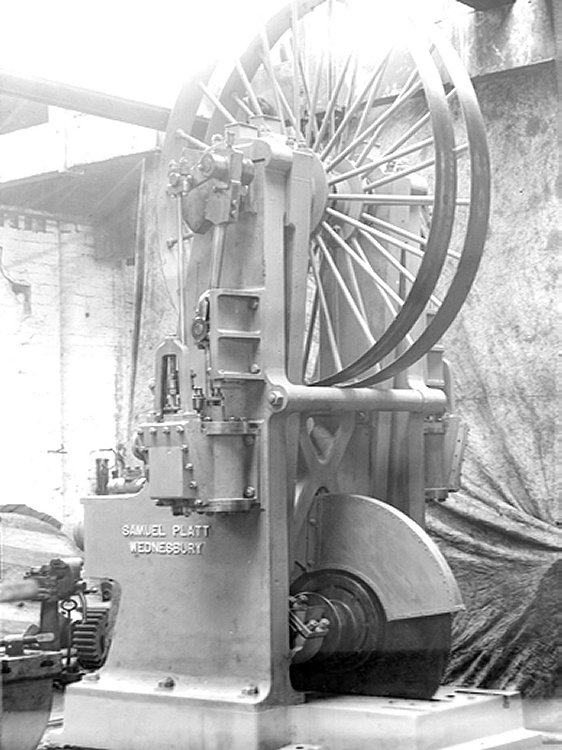
Another Platts' machine.
From 'Engineering' 24th November, 1899.

Male members of staff during the First World
War.
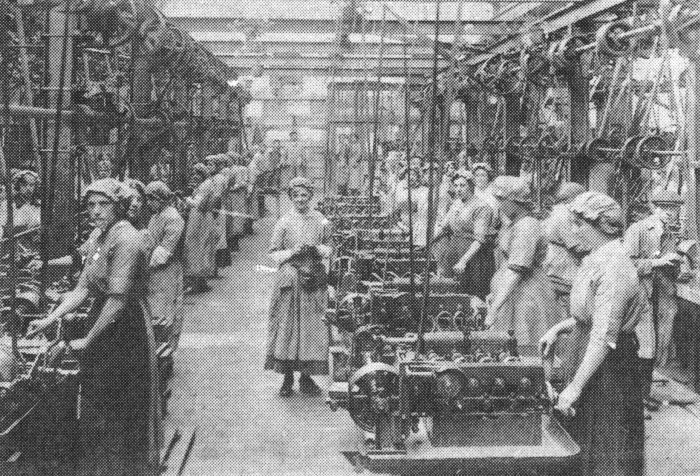
The production of munitions in the First World
War.
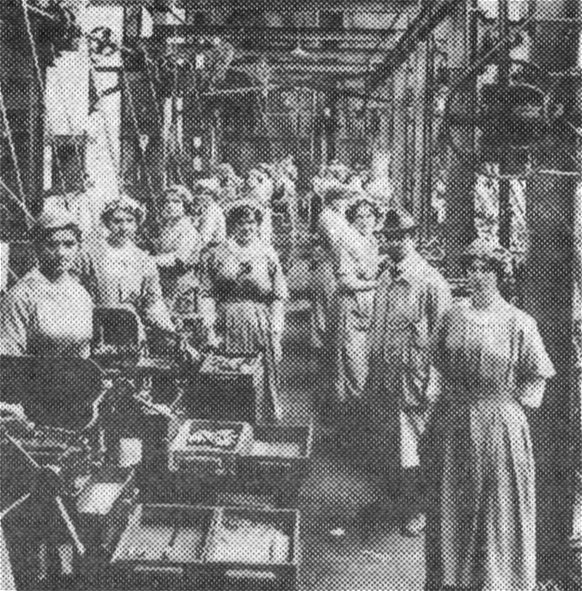
The bullet production line in the First World
War.
An advert from 1921.
An advert from 1909.

An advert from 1909.

King's Hill Foundry.
From the collection of the late Howard Madeley.
From the 1918 Wednesbury Handbook.
An advert from 1924.
| In 1945 the company was voluntarily wound-up and
reconstructed, as can be seen below: |
| In 1959 the business was acquired by Harper Engineering
and Electronics, and in 1965 it became part of Cope Allman & Company.
In 1981 Samuel Platt Limited was wound-up: |
|
Some of the company’s patents:
| 6th October, 1926 |
Substitutes for packing
non-metallic stuffing-boxes. By Ralph Frederick Platt. |
| 7th December, 1926 |
Metalworking presses. By George Arthur Standley and Samuel Platt. |
| 15th September, 1927 |
Improvements relating to machinery bearings.
By Ralph Frederick Platt. |
| 1st March, 1928 |
Improvements relating to presses. By George
Arthur Standley and Samuel Platt. |
| 26th March, 1928 |
A machine for coating fabrics and like
materials in long lengths by applying an
adhesive and then dusting or sifting powdered
cotton, wool, etc. in various colours. By Downham & Company (1927), Limited and Samuel Platt. |
| 26th September,
1929 |
Improvements in or relating to machines for
surfacing fabrics and like materials in long
lengths. By John Downham & Company and Samuel Platt. |
| 3rd November,
1932 |
Stuffing box substitutes. By Ralph Frederick
Platt. |
| 26th April, 1934 |
Improvements relating to machinery bearings.
By Ralph Frederick Platt. |
| 16th August,
1961 |
A machine for straightening bars or tubes of
the kind incorporating a pair of rolls. |
| 31st October,
1962 |
Improvements in, or relating to
straightening machines. By Arthur Martin Garrington. |
| 14th May, 1963 |
Friction drop hammers. |
| 27th May, 1964 |
A new or improved drop hammer or like
machine. By Arthur Martin Garrington. |
| 19th May, 1965 |
A machine for straightening bars and tubes
by rolling. |
| 13th July, 1966 |
Machines for straightening bars and tubes by
rolling. By Graham Roy Martin. |
| 19th April, 1967 |
Reflector assembly for roads. By Martin
Graham Roy. |
| 6th December,
1967 |
Apparatus for feeding rods or tubes for
drawing dies. |
| 5th March, 1969 |
Feeding apparatus for use with a drawbench. |
|
A five-throw reducing and forging machine from
1909.
An advert from 1909.
| Articles from 'The
Engineer' magazine: |
|
The Engineer. 9th May, 1890. Platt’s Bolt and Rivet
Forging Machine.
The above engraving illustrates
a double bolt and rivet forging machine, made by Mr.
S. Platt, Wednesbury. These machines are simple in
construction and the tools not expensive. The bottom
tool, or die, is of cast iron, and only requires
drilling out for the different sizes of bolts to be
made. The top tool, or snap, is of wrought iron
faced with steel. The flywheel is held on a
taper-turned cone on the shaft, so that the flywheel
will slip in case of the stoppage of the machine by
any greater pressure than is ordinarily required.
The machine will make at one blow, either snap,
cheese, square, or hexagon head bolts or rivets, so
that these kinds the machine can be worked on all
four dies of the two ends at once.
The two sets of dies at either
end of the machine may be used for making bolts with
square necks, which obviates reheating or taking the
bolts to the other end of the machine, the bolt
being upset in one die and then removed to and
finished in the other. This is only when the square
neck is required. The machine will make bolts up to
16inches long. The saddles carrying the bottom tools
slide on planed steel plates let into the table of
the machine, so that they can be easily replaced
when worn.
In working the machine the bottom tools are drawn
back by the levers attached to the slides carrying
them, the iron heated at one end is inserted in the
die, and the die is then pushed under the top tool,
one blow of which for all kinds, except square neck
bolts, finishes the bolt. The die is then drawn
back, and whilst doing so a self-acting arrangement
raises the bolt that has been made, and it is then
picked out by a pair of tongs. It will be seen that
the machine is applicable for a great variety of
ordinary work. A fine jet of water should be
directed on to both top and bottom tools when the
machine is at work. |
|
|
The Engineer 9th December, 1892. Draw Benches
We illustrate by the engravings
above, two draw benches for the manufacture of cold
drawn seamless tubes. The lower bench, in which the
stands are all bolted to retaining plates, being for heavy work,
is especially strong in all its parts, and all the
joints throughout, including the retaining plates
and stands, being planed, makes the whole, when bolted together and bolted down
to its foundation plates, very rigid and firm, so
that the work can be done not only better, but
faster than on an inferior bench. The driving wheel being in the centre of
the bench instead of on one side allows the workmen
to pass to the extreme end of the bench on both
sides when drawing tubes, thus utilising the whole length of the bench, and being
able to draw on the one side a longer tube than if
the wheels were on the outside of the bench. It may
also be noted that the driving wheel being in the centre of the bench, the
power is more evenly transmitted, and with less
strain on the bench and the bearings than when the
wheel is on the outside.
The bench has a treble link
chain, and both the links and the rivets of the
chain are of steel, the links of the chain being
drilled and also milled on the ends by tools
specially constructed for this purpose.
The bodies of the wagons on the bench are also of
steel, and are carefully balanced so as to give a
minimum of labour to the workmen in catching and releasing the same from the
chain. The connecting bars and levers to the
throw-out gear are under the bench, and thus clear
from the foot of the workmen, and being carried to
the die plate on each side enables
the workmen to throw out the underground gear, and
so stop the bench when necessary.
The stems, mandrils, and dies,
as will be seen, are carried by the front end of the
bench. The upper bench, with the lattice supports,
is intended for lighter work than the preceding bench, and although not planed
on the joints is firmly bolted together, and the
chain, links, and rivets are of steel, and drilled
and machined as in the heavier bench, although not so strong in section and
not of treble links. The throwing out levers are
carried up to the die-plate on each side of the
bench, and the wheel is also in the centre of the
bench, as in the heavier one, and
either balanced wagons or pliers are made for
gripping the tubes, as preferred. These tube drawing
benches are made by Mr. S. Platt, of Wednesbury. |
|
|
An advert from 1921. |
|
The Engineer. 24th November, 1893. Four feet Ingot
Boring Machine.
We illustrate above an ingot
boring machine designed and made by Mr. Samuel
Platt, Wednesbury, for boring the solid ingots from
which the cold drawn seamless steel or copper tubes
are made, and for boring ingots up to 4ft. in
length. The self-centring grips for holding the
ingots are tightened on the ingots by screws worked
simultaneously by worm wheels and worms, and a band
wheel at the back end of the machine. In working the
machine there is a fast band traverse of the main
spindle for bringing the boring bit up to the ingot
before throwing into gear the self acting motion,
and by means of special self-acting arrangements the
machine can be set to throw out of action the
self-acting traversing motion, after having bored
any desired length of hole to which the machine may
be set, when the boring bit can be run back clear of
the ingot by the quick hand traverse. The machine
has two speeds in the self-acting traverse to suit
different diameters of holes to be bored. If desired
the machine can be fitted with geared wheels, and
will then bore up to 12in. diameter ingots. |
|
The Engineer. October 25th, 1912. An
extract from the article: Some of the exhibits at
the Engineering and Machines Exhibition at
Olympia.The production of nuts and bolts in
large quantities necessitates the employment of a
special plant. Such a plant is shown on the stand of
Samuel Platt, Limited, Wednesbury. Three of the machines
are illustrated herewith. The first, Fig. 39. is a
double spindle nut-milling machine for removing the pin
or burn from hot forged nuts. The machine has two
milling spindles, and is semi-automatic in operation.
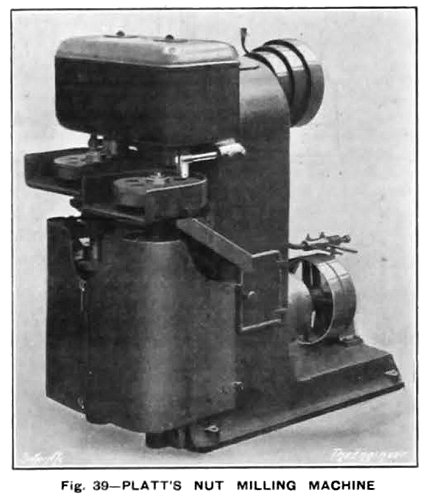 |
The nuts are placed in chuck plates
on the revolving tables, which are raised vertically six
times per revolution, bringing the nuts under the
cutters, and after being operated on they are projected. One operator can, we are informed, feed both plates, and
an output of upwards of 20,000 nuts per day of 10 hours
is obtainable by a dexterous operator .
A wide range of
adjustment is provided to suit nuts of varying
thickness.
These machines are also made with a
single spindle. |
|
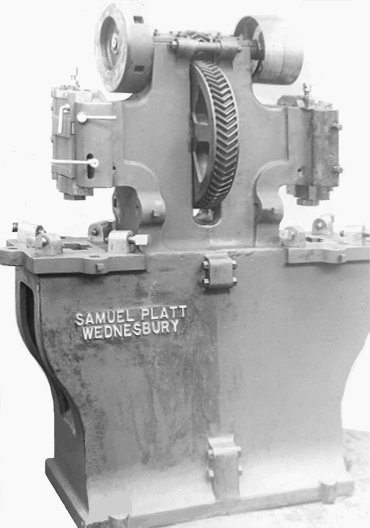
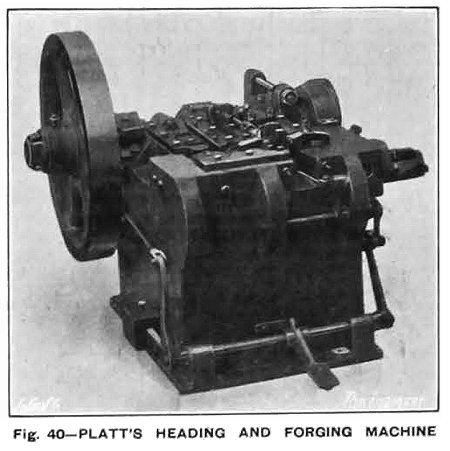
Fig. 40. represents a horizontal heading and forging machine
constructed on the lines of the well known large machine
made by the same firm for the rapid production of large
quantities of bolts, rivets, spikes, etc.
The machine
illustrated is specially designed for dealing with the
smaller sizes of bolts, etc., and forges a bolt head in
two blows, after which the bolt is cut off to length and
ejected.
It may, however, be used equally
well for making bolts or rivets in one blow, in which
case the article is forged, cut off from the heated bar,
and ejected at each stroke. |
 |
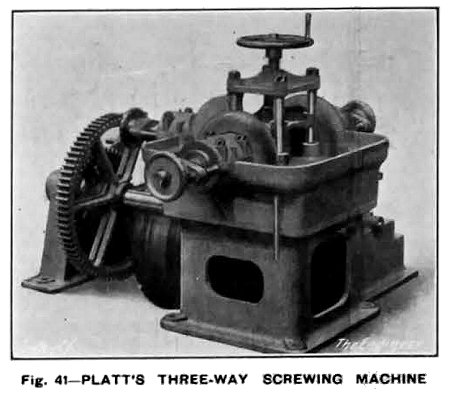 |
In tube machinery Messrs. Platt
show a three-way screwing machine, Fig. 41. for screwing
wrought iron or malleable iron gas, water, and conduit
fittings.
The fittings are held by twin grips
adjusted by a hand wheel, and are operated on
simultaneously by three screw taps. These are withdrawn
automatically after each operation.
The length of the taps
is also regulated by the hand wheel and the
guide- screw, which are made according to
the pitch of the thread being tapped, and
can readily be altered.
|
The machine is operated from a self-contained
countershaft, on which are three pulleys, one for
each direction of the spindles and a loose pulley.
This shaft communicates motion to a second shaft by
spur gearing, and the tapping motion is obtained by
bevel gearing on the second shaft.
The reversing motion is effected by means
of spur and worm gearing actuating a quadrant plate,
quadrant, and clutch with stops to suit the various
lengths of fitting. The machine on exhibition at Olympia
differs from that shown in our illustration somewhat in
that it is mounted on a large cast iron tray. The
machines in motion are driven by transmission plant of
the firm's own production, and the hangers are equipped
with Platt's swivelling self-oiling bearings.
|
|
 |
Return to
the
previous page |
|