| The Brooke Tool
Manufacturing Company Limited |
|
Brooke Tools of Warwick Road, Greet,
Birmingham was founded in 1903 to acquire two private
companies, the Brooke Tool and Stamping Company, and the
Brooke Tool Manufacturing Company.
In 1913 Alfred Owen acquired a
controlling interest, and the business went from strength to
strength.
Between 1922 and 1939 the turnover
increased twelve times, and by 1944 it had increased sixty
times.
|

Trade mark. |
|
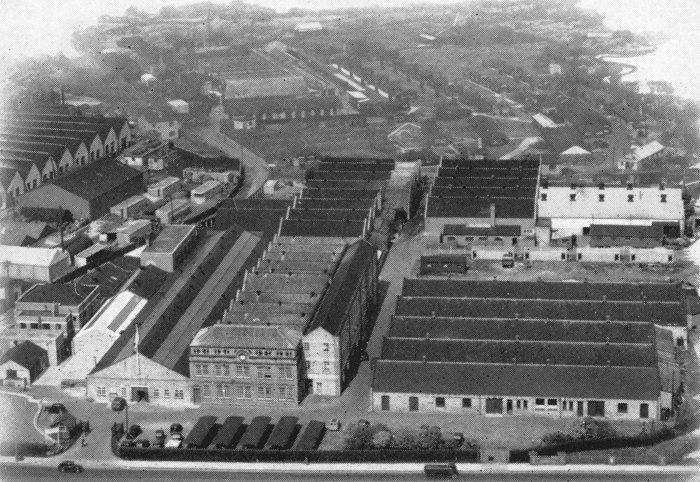
The Warwick Road factory. On the
right is the premises of A. G. Sutherland Limited,
another Owen Group member. |
|
An advert from 1936. |
The firm produced a vast range of
engineers’ small tools under the 'Cardinal' name.
Products included twist drills, gauges,
reamers, milling cutters, counterbores, taps, slot drills,
drill chucks, machine vices, jigs, fixtures, suds pumps,
machines with multi-heads, metal slitting saws, and all
kinds of machine shop equipment.
The firm had a stand at the 1937
British Industries Fair displaying most of the company’s
range of engineers' small tools, and in 1938 became a public
company.
In 1941 Brooke Tools acquired lathe
maker T. S. Harrison & Sons Limited of Heckmondwike.
By 1961 the firm had 700 employees, and
had developed a range of special tools including non-slip
drill chucks, a tapping attachment with a Ferrodo clutch,
gear pumps for suds, oils or other fluids, and a cam action
vice with a swivel base and quick action jaws.
In February 1966 Rubery Owen increased
its shareholding, so as to own most of the company's shares. |
| The extensive range of 'Cardinal' tools included the
following: 'Cardinal bladed cutters in a standard
range of diameters of from 4 to 12 inches, with
blades of 18% tungsten high speed steel or of cobalt
alloy, amalgamated by fusion into a nickel chrome
shock-resisting body. Although cheaper, the tools had a
longer life than the standard solid cutters. Inserted
blade facing heads, in diameters of 4 to 14 inches had
blades of 18% high speed steel, or special cutting
alloys, held in position by screws and wedges.
'Cardinal' counter bores were
useful boxed sets of counter boring tools, complete with
pilots which fitted a single holding shank. They had a
range of diameters of
½ to 3 inches.
'Cardinal' Mark 1 drill chucks were
available in key operated or keyless forms. They were
self-tightening and had a range of capacities from three
sixteenths to three quarters of an inch. 'Cardinal' Mark
2 drill chucks ¼ to ¾ of an
inch.
|
|
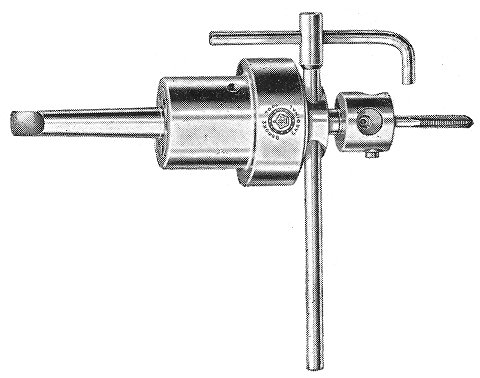
'Cardinal' rapid slip chucks were
strong, reliable tools, made in five sizes with collets
giving a range from 0-5 morse tapers. 'Cardinal' tapping
attachments, in three sizes, had a range from
⅛ to ¾ of an inch, and had
an adjustable friction clutch, depth stop and
quick reverse gear.
'Cardinal' gear pumps, although
primarily designed to supply coolants to machine tools,
were capable of adaption to meet many other pumping
requirements. Pressure pumps were also made, capable of
pressures up to 500 lbs. per square inch.
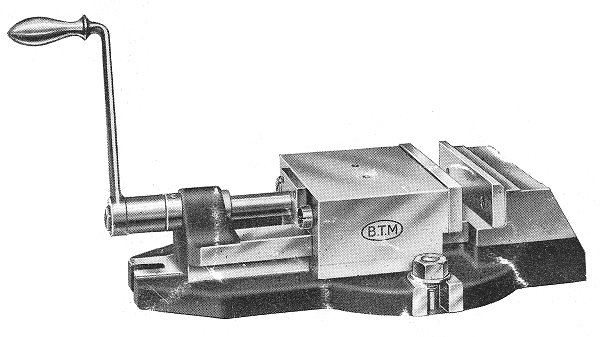
'Cardinal' machine vices had either
screw or cam action, and fixed or swivel bases. |
 |
|
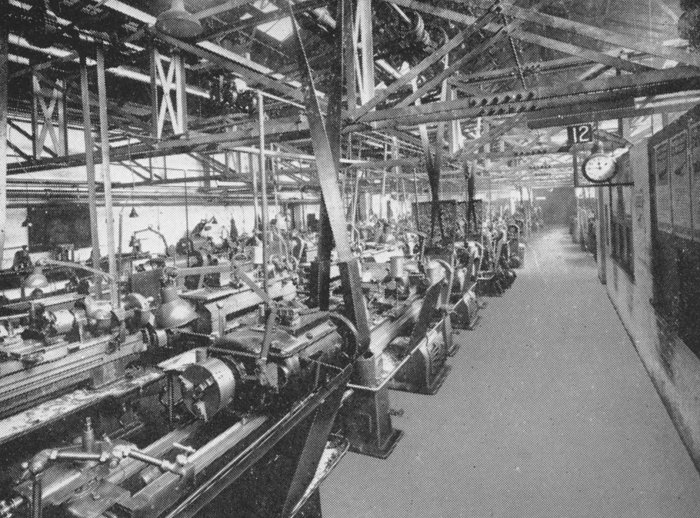
The turning section. |
|

The milling section. |
|
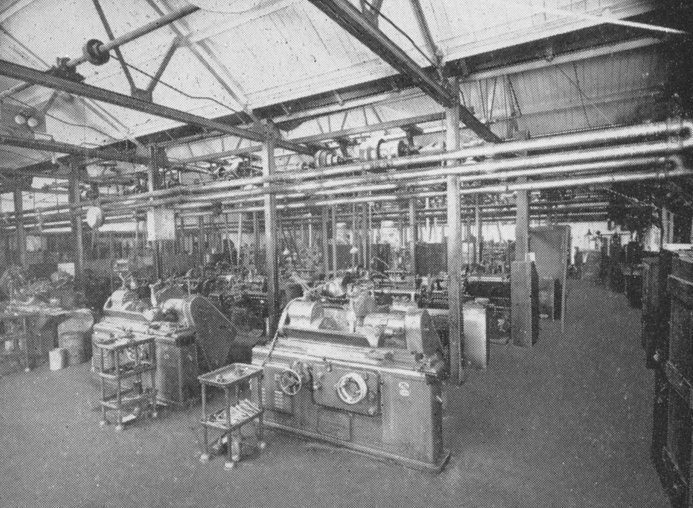
The grinding section. |
|
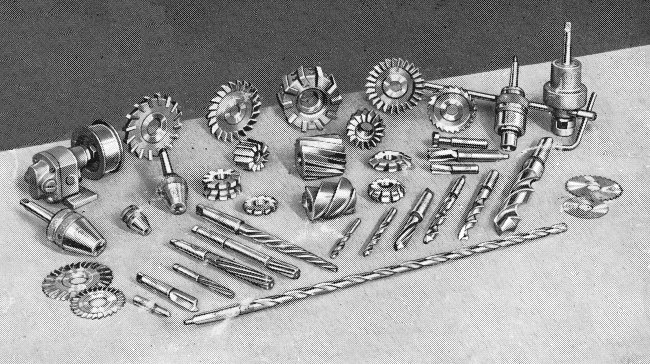
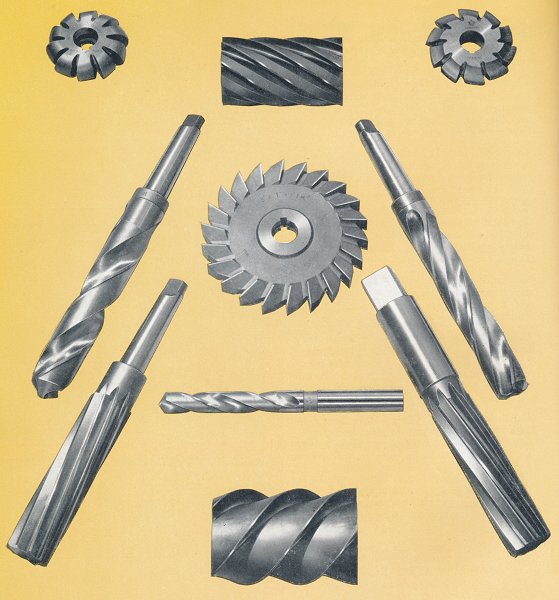
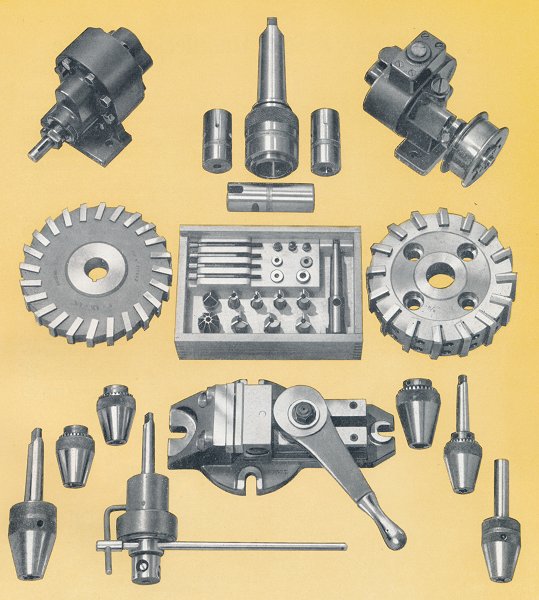
A selection of 'Cardinal' tools.
From the summer 1947 edition of the staff magazine
"Pyramid". |
 |
|
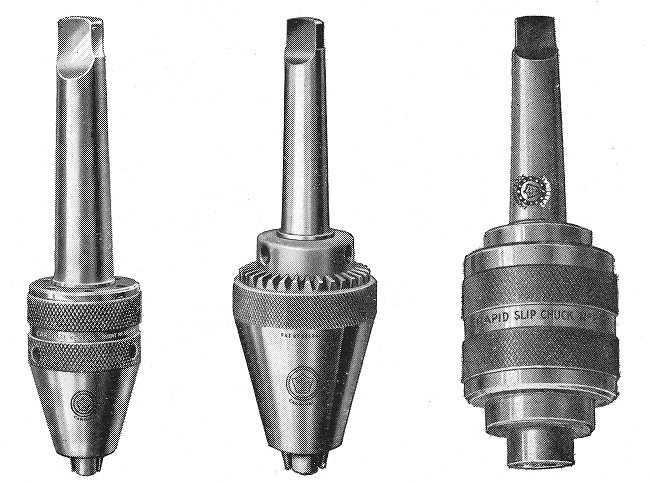
'Cardinal' 3-jaw drill chucks. |
Rapid
slip drill chuck. |
|
From the
summer 1947 edition of the staff magazine
"Pyramid". |
|
 |
|
 |
|
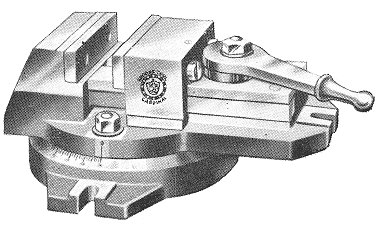
Cam action machine vice. |
|
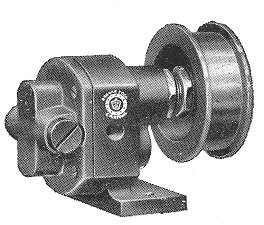
Suds or oil gear pump. |
|
From the summer 1947 edition
of the staff magazine "Pyramid". |
|
|
T. S.
Harrison & Sons Limited, Heckmondwike
T. S. Harrison & Sons Limited was
established in 1898 at Heckmondwike, Yorkshire, midway
between Leeds and Huddersfield. The firm began as a
pattern-making business, supplying local foundries, but
quickly
developed into a general engineering business.
The company soon changed direction
again, becoming a machine tool manufacturer after the
production of the first Harrison centre lathe, in 1900.
Initially, single sets of castings and parts were machined
and fitted to one lathe at a time, but as production
increased, batches of 200 sets of components were precision
machined and sent for final assembly. The lathes were sold
both at home and abroad. A large percentage of them were exported.
In the 1930s depression, the company
extended its product range to cover a wide range of special
sizes of centre lathes, brass finishing lathes, grinding
machines, drilling machines, boring machines and hydraulic
jacks.
In the Second World War the firm
concentrated on the production of the Harrison 4½ inch
centre lathes, 'Union' double-ended grinding machines, bench
drilling machines, testing centres, surface plates, angle
plates and machine vices. Large numbers of lathes were
supplied to the Admiralty for mobile workshops, training
schools, and for use on ships, and in dockyards.
In 1941 the business was taken over by
the Brooke Tool Company, and became part of the Owen
Organisation. A. G. B. Owen becoming Chairman. Demand for
the company’s products rapidly grew, and so extra premises
were acquired in 1942 and 1944.
After the war, the product range was
again extended, and some of the discontinued items were
reintroduced, particularly the Union 'Jubilee' woodturning
lathe, greatly needed for the re-equipping of schools, and
also the Harrison 7 inch centre lathe, which had been a
popular pre-war machine. By this time, there was a great
demand for Harrison lathes, both at home and abroad. They
were exported to 23 different countries. |
|
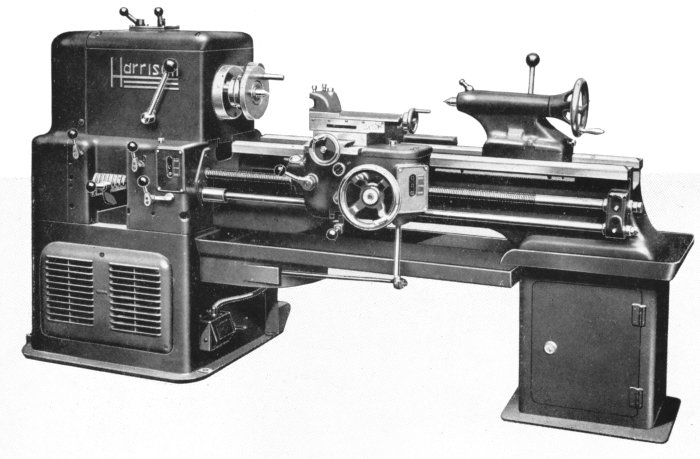
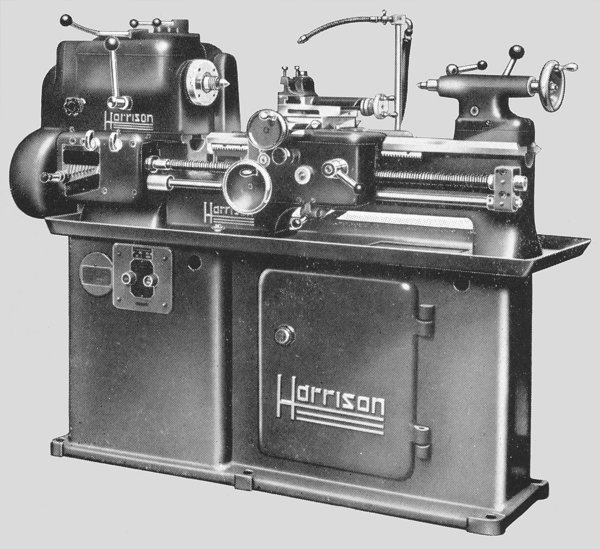
A Harrison 7 inch, all centre, geared
head, 12-speed, screw-cutting lathe. |
|
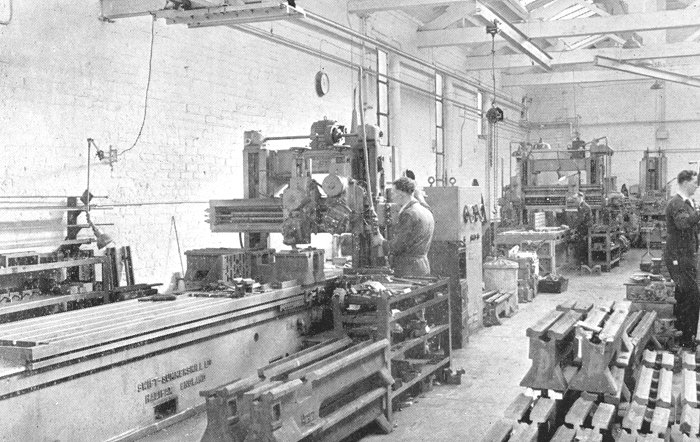
Planing lathe gaps in the machine
shop. |
|
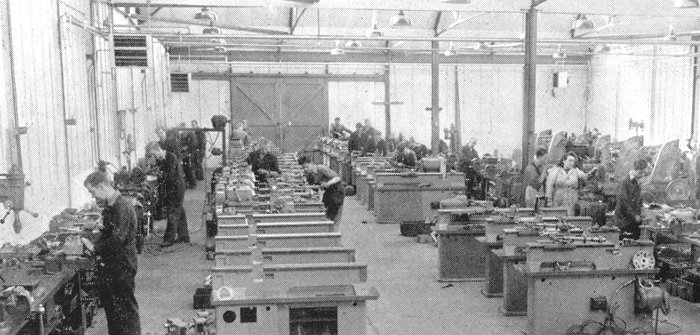
Assembling and fitting lathes. |
|
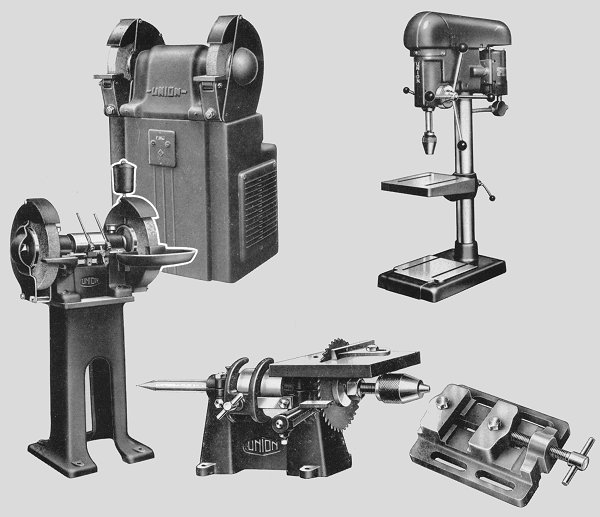
Some of the many tools produced by
the company. |
|
A Harrison 4½
inch centre, all-geared head, 8-speed screw cutting
lathe. |
 |
Return to
the
previous page |
|