|
Master of steel, master of town
F. H. Lloyd was one of the great
manufacturing enterprises not only of the Black Country but also
of England. Acclaimed as 'masters of steel', the company was
famed for its large castings - but like many successful
enterprises it had begun in a small way.
After the failure of his family's Darlaston
Iron & Steel Company in the Depression that fell upon England in
the later 1870s, Francis Henry Lloyd set up a small foundry in a
disused timber yard at James Bridge. Although located toward the
edges of Darlaston and having a Darlaston telegram address, F.
H. Lloyd always advertised the James Bridge Steel Works as near
Wednesbury because of the historic links between his family and
that town.
Ironstone
Of course the Lloyds were best known as
the co-founders of Taylor and Lloyd's Bank, but they had made
their money from a mill for slitting iron close to the Bull Ring
in Birmingham. Then in 1818, Samuel Lloyd the second had gone to
live in Wednesbury to look after the family's interests in local
coal and ironstone mines and clay pits for bricks and tiles.
However it was F. H. Lloyds that was to
have a more profound effect on the town and indeed the Black
Country. In the early twentieth century the company began making
small steel castings and in the Great War it produced a great
amount of cast steel shells. Then in the 1930s, F. H. Lloyds
began to make heavy castings for mechanical excavators and
earth-moving machines and in 1938 it installed its first
electric arc furnace.
|
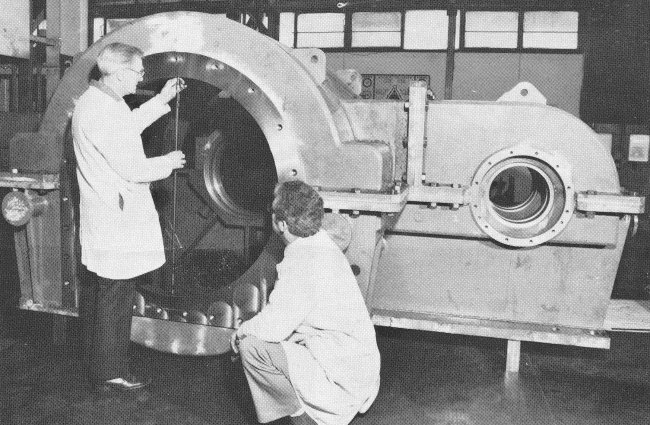
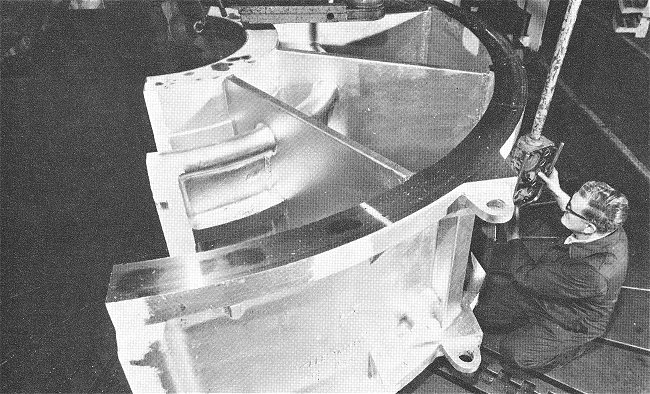
The final inspection of a turbine
gear housing that was cast at the factory. From the
August 1975 edition of 'The Steel Casting'. |
|
Such developments ensured that the firm
played an even more important role during the Second World War
than it had in the Great War. It manufactured approximately 80,000 tons of finished steel castings.
This total included 2,000 turrets for the Churchill tank and
8,000 tons of bomb body castings.
Two outstanding features of wartime
production were the importance both of female workers and
training. Another was the loyalty of a skilled, experienced and
motivated workforce. This was a characteristic that had marked
out the Lloyd companies in the Black Country since the time of
Quaker Lloyd and it was remarked upon several times in the 1950s
by the chairman and managing director, F. N. Lloyd.
Expansion at the James Bridge Works
continued into the 1960s with a new heavy foundry and a 30-ton
melting furnace. The company became renowned for its heavy
castings, and despite often difficult trading conditions, it
thrived and took over businesses elsewhere.
In 1970 it was even featured in the
'Guardian' because of its fabrication of five steel frames that
would form the body of a 5,000-ton hydraulic press that would
produce concrete slabs 20 feet by 10 feet and 10 inches thick.
Each frame weighed 30 tons and was also machined at Wednesbury.
In 1975, the steel industry in the United Kingdom had about 70
firms and 90 foundries, many of which were small. Consequently
the bulk of output was from foundries that produced more than
1,000 tons a year. In fact, four firms dominated the industry,
accounting for 55 per cent of output by value.
The largest of them all was F. H. Lloyd of
Wednesbury, which produced almost 23,000 tons a year. It was an
astonishing achievement but sadly the end was nigh.
The later 1970s brought major economic
problems and a rapid decline in the demand for steel. Short-time
working at the foundries was brought in during 1980 and sadly
two years later the historic firm that was so linked with
Wednesbury was felled by a recession which overwhelmed so many
great manufacturing names in the 1980s. Gone it may be but the
skills and talents both of the Lloyds and their workers should
never be forgotten.
|
|
The machine shop where John Harper
worked. |
One of those who has not forgotten
is John Harper.
After leaving school in 1958, he began work as an
engineering apprentice at F. H. Lloyd's when it was in its
heyday.
By then it employed about 3000 people and took on around
40 apprentices annually. John takes up the story:
|
|
Fifteen were engineering apprentices
destined for the machine shop; fifteen were foundry apprentices
and ten were maintenance apprentices, all of whom were five year
indentured apprenticeships. Jim Whitehouse's son, Brian,
subsequently became Inspection Department supervisor later on.
In addition and on a part-time basis the legendary Bert Williams
trained the football teams, and Eric Shipton, a member of the
successful 1953 Everest expedition, assisted with the early
Mount Snowdon forays.
The engineering apprentices spent the first
122 months at the engineering training centre, approximately
half a mile from the main works at Bourne House, situated on the
Walsall Road. A typical day was spent thus: 7.30 am change into
shorts, vests and plimsolls and run down to the sports field in
Park Lane for half an hour of hard physical training under the
beady eye of Jim Platt, physical training instructor.
Then run back to Bourne House, shower and
into the lecture room for engineering theory, followed by half
hour lunch then into the training machine shop for practical
instruction under the engineering instructor Fred Naylor. Fred
was of a smallish build, a softly-spoken man, but was one of
those people that imparted his knowledge with a quiet authority
that commanded respect. In addition, apprentices were allowed
one or two days release to study at the local Technical College.
|

Mr. Lloyd at the Hilton Valley
Railway. John was involved in the construction of the
engine. From the Christmas 1958 edition of 'The Steel
Casting'. |
A major project that was carried out at the
training centre was the complete construction of a model steam
engine, Francis Henry Lloyd. Began in 1959 by Trevor Guest and
later by Fred Naylor and FHL apprentices, many of the components
were cast in the foundry training centre, then machined and
subsequently assembled by the engineering apprentices.
The locomotive was a 7.5 inch gauge,
roughly eight feet long with the tender, and was destined upon
completion for Mr. M. C. Lloyd, who was joint managing director,
and the track and loco were installed in his huge garden at his
home in Hilton Valley, Shropshire. The project took a
considerable time to complete, and each intake of apprentices
would have the chance to work upon it. The loco, which is still
in existence, was bought by the Eastleigh Lakeside Steam Railway
and is still operational.
When the locomotive was installed at Hilton
Valley, occasionally Fred Naylor would take perhaps six of us at
a time to undertake maintenance on site at Mr. Lloyd's house. It
was a thing which we all enjoyed immensely due, no doubt, to the
fact that MC's garden contained apple, pear and fruit
orchards, which, naturally, we took advantage of. |
|
We were transported from
the works to Hilton Valley in a twelve-seater Austin van by a
man named Archie Trevor, who at that time was in his late
fifties, and whose usual job among other things was to transport
the firm's various sports teams to sports fixtures and events at
other companies.
After 12 months in the training centre, we
were absorbed into the huge machine shop, which comprised of
three bays. The smallest of these was the "bomb bay", named as
such because it was used primarily for shell casing production
in World War Two and housed the smaller milling machines, lathes
and vertical borers. Each apprentice was allocated to a machine
operator for six months at a time. At the same time as learning
to operate the machine, it was part of the apprentice's duty to
keep the machine clean and free from swarf, which is the metal
that is removed from the casting by the machine tool.
I was first assigned to a huge brake lathe.
The chuck, the part that turns in the lathe was roughly six
feet in diameter, and the overall length of the lathe was
probably 15 feet. The operator was a small, good humoured,
skilled man name Sid Causer, and I got on well with him. It was
my job to remove the swarf.
The machine shop had many characters, one
of whom was a man named Billy Ray, who operated a huge vertical
boring machine with twin tool pillars. The machine had at floor
level, a circular steel table, some 22 feet in diameter which
rotated at a controlled speed when in use, and was straddled by
a bridge from which hung two tool pillars. When a casting,
usually a turbine casing shaped like a half cylinder, perhaps 12
feet in diameter and 10 feet tall, 25 or 30 tons in weight, was
centred and secured on the table, it would slowly rotate and it
was machined on the inside half diameter by means of two tools
fixed to the tooling pillars. This meant that because it was a
half cylinder, one tool was always in contact with the surface
to be machined, whilst the other was in mid-air.
Fear
I have tried to illustrate this because
Billy Ray, a larger than life character, would be standing on a
pair of decorator's steps on the turntable, watching and making
sure that the casting was being machined correctly.
Unfortunately, this meant that Billy's head was reversing toward
the approaching tool and just as it looked like curtains, Billy
Ray would instinctively duck! It used to put the fear of God
into me to watch.
Many of the lads that I worked with at FHL:
George Hall, worked with the aforementioned Billy Ray. John Hall,
Mick Jones, Ronnie Arnold, Freddie Clarke and Archie Deeley,
still keep in touch, and we meet up every couple of months or so
at St. Mary's Club, Wednesbury.
The machine shop holds an annual get
together at the Royal British Legion Short Heath, and after all
these years is still well attended. It is organised by another
larger than life character, held in high esteem by all who know
him, Ernest Arthur Wright, or "ee ay right" as he is
affectionately known by his workmates, and assisted by another
machine shop employee Peter Jenkins.
Horrendous
After my apprenticeship I transferred to
the Inspection Department in the heavy dressing shops at F. H. Lloyd, One of the
heavy dressing shops was bay 8 situated at the James Bridge end
of the works and the other being the largest which was situated
where Wednesbury IKEA now stands, and was known as Bay 150.
|
|
The dressing shops received the raw
castings from the foundries, covered in concrete like sand, and
were processed by hydroblasting and shotblasting to remove and
clean them of sand, and subsequent "dressing", i.e. removal of
excess metal and defects by men in protective clothing using
pneumatic chiselling hammers and heavy duty grinders.
The noise
produced was horrendous, and most communication was done by sign
language.
In Bay 8 many of the castings were
tank turrets and panniers, (the sloping part at the
front of the vehicle where the driver sticks his head
out), for the Chieftain and Challenger main battle
tanks, and when the castings were completed it was the
job of the Inspection Department dimensional inspectors,
(markers out), to ensure that they met the required
dimensional specification.
|
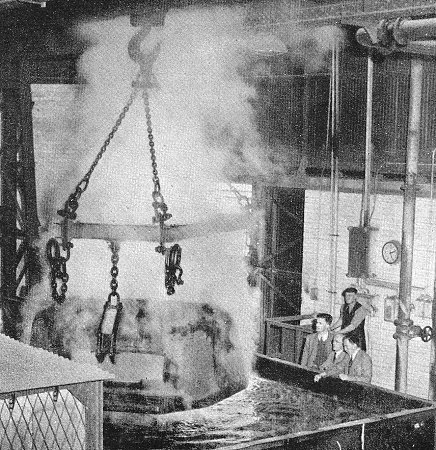
The seven and three quarter tons
turret of a Centurian tank emerging from the 18 foot
quenching tank. The onlookers are Mr. F. N. Lloyd,
Arthur Reynolds, supervisor of the heavy heat treatment
department, and Jim Pestridge a BBC outside broadcaster. |
| This was done by levelling the casting on hydraulic jacks on a huge cast iron
table, painting them white with a water and hydrated lime paint,
then when it was dry the marker out would scribe lines on the
casting using steel height gauges to ensure there was enough
machining stock and that the various dimensional features were
correct to the engineering drawing. One of the lads I worked with for many
years at FHL was a guy named Harry Parry, who worked his way
through the ranks and attained a senior position in the
Inspection Department. Harry was, and is, endowed with a roguish
sense of humour, and I remember one "Open Day" when visitors
were allowed a tour of the works, an elderly gentleman enquired
of Harry, "Young man, why do you paint the castings white?"
Quick as a flash Harry replied "So the night turn don't trip
over 'em!" |
|

A Chieftain tank on display at a
works open day. |
|
In Bay 150, the heavy turbine casings were
processed. FHL produced steam turbine casings for major
electricity generating companies, such as C.A. Parsons and GEC,
and in addition for hydro-electric casings and Kaplan blades for
Markham's of Chesterfield. Markham's produced the hydroelectric
turbine generating equipment for the Dinorwic pumped
hydroelectric power station at Llanberis, north Wales.
Kaplan blades, designed and developed in
1913 by the Austrian professor Viktor Kaplan, are the four
blades fitted into the hub that spins at high speed when high
pressure water is directed at them. In a conventional turbine
the blades are turned by steam. The blades are a complex shape,
each being similar to a single blade of a ship's propeller, and
have to be made to strict dimensional tolerances, and due to the
complex shape, it was not possible to produce the required form
by conventional machining methods.
In the 1960s, this was
achieved by levelling the blade, which was roughly 12 feet by 10
feet wide, and weighing about 5 tons on the marking off table.
Then a large steel box form template made to the correct form
would be lowered by a crane hoist until it just touched the
casting. The marker off would mark on the blade where it
touched, then the template would be removed and the dressers
would remove material with pneumatic chipping hammers and
grinding wheels. The whole process would be carried out again
and again until the required shape was attained when the
template touched everywhere. Hard graft by any standards. This
process took many weeks, and must have cost a fortune. Today
this would be done in a few days using CNC computer-controlled
machines.
|
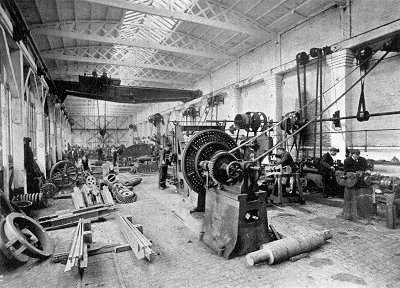
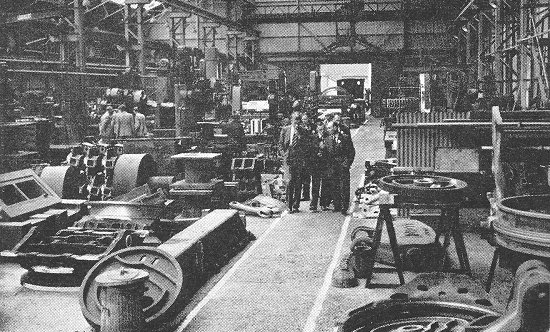
An early view of the Machine Shop,
where John served his apprenticeship. |
In addition to the above, F. H. Lloyd
produced huge and complex castings for heavy industry, the
Ministry of Defence and many major civil engineering projects
such as the Humber Bridge, the Thames Barrage, usually wrongly
called the Thames Barrier, and most of the UK power stations,
whether coal, oil or nuclear powered.
Usually on a car or coach
trip if we pass one of the above projects, my wife Kath will
say, "Don't tell me, made at FHL!" The answer is usually yes, it
was. |
| Sadly, one of the last projects that FHL
produced castings for, was for replacement components for the
Atlantic Conveyor transport ship, lost during the Falklands War
in 1982. F. H. Lloyd was a superb company to work for, and the
sports and social activities were second to none.
Employee
welfare was paramount. F. H. Lloyd had a first class medical
centre, led by the indomitable Sister Powell and her team. The
medical centre was a vital part of the operations, because, due
to the heavy industry that FHL was engaged in, injuries were
frequent, and though usually minor, there were a number of
instances of men losing limbs, and there were a number of
fatalities. One occurred in the heavy dressing shop in Bay 8
where I worked for a time. Such tragedies were thankfully
extremely rare, and FHL had generally a good reputation for safe
working practices at that time.
There were Christmas parties and
presents for employees' children, employees' long service
awards, and apprentices' awards. All of the catering and lavish
decoration was carried out by canteen manageress Mrs Parry and
her team. There was an annual horticultural day held at the
sports field in Park Lane, and there were camping and climbing
expeditions to Snowdonia for the apprentices. |
|
Inspecting a casting for the top
half of a G.E.C. 50 MW gas turbine main casing. |
|
The manager or chief inspector of the
Inspection Department that I worked in was Colin Woolhouse, an
ex-army military policeman, and didn't he let us know it! If it
was your turn for a telling off, usually deserved, Colin would
make sure you got it! I never had any hard feelings though and I
always held him in the highest regard. His wife, Marion, worked
in the medical centre.
F. H. Lloyds, although still making a
profit, announced closure in 1983 due to the "rationalisation"
of the steel casting industry. I received a first-class
technical apprenticeship at FHL, and all of the heads of
departments and managers were time-served experts in their field,
from the design engineers, methods engineers, pattern shop,
foundries, dressing shops and the machine shops, and it was a
pleasure to hear them discussing problems and the technical
expertise that they utilised to overcome them.
What I learned and experienced from my time
there stood me in good stead, and I never had a problem getting
a job post FHL. I was 63 when I was taken on by my last
employer, the Brockmoor Foundry at Brierley Hill, one of the few
remaining successful privately owned foundries in this region.
After reaching 65, I stayed to work part time until I was 68 in
2010, when I had to retire through ill health.
With the demise of companies such as F. H.
Lloyd's, and the subsequent loss of skills, I wonder who is
going to train the apprentices of tomorrow that politicians are
now realising are central to the UK's manufacturing base and
future prosperity. Superb company, and a superb time to be
growing up through the 50s and 60s as witnessed by the lifelong
friends that I made there. I just wish my grandchildren could
have the same opportunities.
|
 |
Return to
the
previous page |
|