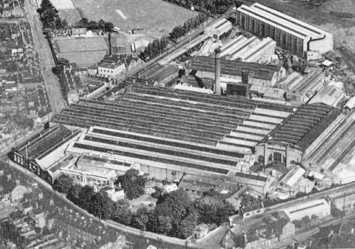
Bushbury Works in 1899 The following is a description of the works, that was taken from an article in 'The Electrician', of March 10th, 1899. Although much of the site was occupied by the original 1888 buildings, the works were extended in the 20th century. Although the engineering works of the Electric Construction Co. (Limited), at Wolverhampton, have been many years in existence, the fact that they have recently been considerably extended, as well as that there is now being carried on in them construction work for several electrical engineering contracts of special importance and interest, will render particularly appropriate some account of' these works at the present time. Through the courtesy of Mr. A. B. Blackburn we recently had an opportunity of going round the works, and we propose to combine with a general description of the works, some particulars of the special work we saw in hand on that occasion. We will commence with a short history of the development of this important engineering undertaking. The Electric Construction Co. (Limited) was registered on July 20, 1893, with a subscribed capital of nearly a quarter of a million in shares, and some £170,000 in debentures. It was formed to take over the original Electric Construction Corporation which had been formed in May, 1889, with a capital of £500,000, in £10 shares, the immediate predecessor of this corporation having been the firm of Messrs. Elwell-Parker (Limited). The Directorial Board of the present concern is an influential one, the Chairman, Sir Daniel Cooper, Bart., G.C.M.G., being associated with Sir James Pender, Bart., K.G. , Sir Henry Mance, and Messrs. J.W. Barclay, J. Irvine Courtenay, and P.E. Beechcroft. The manager is Mr. A. B. Blackburn, and the secretarial work is in charge of Mr. James Gray at the London Office.
The general arrangement of the workshops, offices, etc., is clearly indicated in the accompanying ground plan of the works. Within the smal1est of the blocks is a well appointed physical laboratory, together with the pattern shop, this being on the left of the main entrance. The second block contains brass and iron foundries, and the smithy is separated from the first by an open roadway with a double line of railway tracks which pass the foundry end and enter the third and principal block wherein are all the machine other workshops.
Beyond the laboratory and under another roof, is the pattern shop and pattern store room, the former containing the usual wood-working tools, lathes, boring machines etc. There is a peculiar interest associated with this department, in that the machine tools are all driven by a single small 4h.p. motor of the old-fashioned Elwell-Parker wall box type, this being the first machine built by the predecessors of the present company. The motor has been running in its present position almost continuously for 15 years, and has involved practically no expense for repairs with the exception that the commutator has been renewed once. Crossing the railway siding we enter the brass foundry, a well lighted and lofty shop. We may here state that we were particularly struck with the excellent arrangements for lighting and ventilating the whole of the works. All of the shops are lofty and well provided with daylight. The lighting at night is carried out mostly by arc lamps, both inverted and direct; the latter being most generally used. In the brass foundry most of the work is cast from plate moulded patterns. The iron foundry adjoining, but under a separate and still more lofty roof, consists of two main bays, the one adjoining the cupolas being spanned by two powerful electric cranes, while the other is devoted to lighter work and is provided only with a hand traveller. We may say that the cupolas, together with the furnaces in the brass shop and the smiths' fires, are all run by a Root's blower driven by an electric motor. Castings up to ten tons in weight have been run on several occasions in this foundry, and at the time of our visit the heavy castings for the new generators in the central power station about to be built by the City and South London Railway Co., were being, cast. These generators will be of the 14-pole continuous current type, direct-coupled to their steam engines, and will each be of 800 kilowatts capacity. Two others of half the capacity are shortly to be put in hand. The smithy on the other side of the iron foundry has seven or eight fires and a small steam hammer. In line with these, and on the same side of the foundry, are sundry stores, a battery room, paint shop and a chemical laboratory, in which latter analyses of armature and transformer iron, copper, etc. are regularly made.
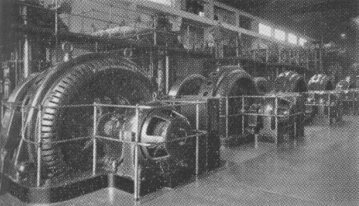
Electrical power is used exclusively throughout the works for driving the tools, etc. Entering the electric power house, one sees a fine example of the compound horizontal slow speed engine, with automatic cut off gear, built by Messrs. Robey and Co. of Lincoln. This engine drives by belt a short shaft, to which a second vertical engine can be directly connected by a claw-clutch. A third engine, of the Fowler type, can also be connected to the shaft, while a fourth engine, built by Messrs. Marshall, Son and Co., is available for auxiliary testing purposes. The whole of the power for the works and lighting, exclusive of testing, is supplied by a dynamo belted to the shaft and normally driven from the Robey engine, together with a direct-connected Willans set of some 60 kilowatt capacity. Thus the whole of these extensive works is run from a125h.p. engine, supplemented by a small Willans engine on occasion. The boiler house adjoining the engine range is on a somewhat lower level, and is equipped with four Babcock-Wilcox boilers working at 1501b. pressure together with a Galloway boiler of double the capacity of each of the Babcock-Wilcox boilers. There is also an economiser, with motor-driven scrapers. From the engine house we pass to the testing bed, where every machine made in the works is subjected to electrical and mechanical tests, and to a thorough trial under working conditions, before being sent out of the works. This department is situated at the head of the main erecting, and heavy tool bay.
The last noteworthy machines in this bay are the Whitworth planer, 10ft. wide between uprights with a 20ft. table, together with a Muir face plate lathe, taking work up to 18ft. in diameter. Each of these enormous tools is driven by its own independent motor. The remaining tools are belted in groups to motor driven shafting. Contrasting with these heavy tools, there are in this bay several E.C.C. enclosed motors each mounted on a small portable frame coupled with gearing to a flexible shaft and drill stock for working in difficult positions where otherwise a ratchet brace and manual labour would be necessary. The press shop, on the left of this bed, deals with all armature and transformer cores, and is equipped with a number of cutting and notching presses, circular shears, etc.; these machines having been developed to a pitch of perfection not generally met with, through the ingenuity of the foreman in charge of this particular department. The large experience with punches, dies and dividing plates acquired in this department, naturally tends to make it a suitable one for dealing with the lathe and other tools, cutters etc. which are therefore, placed in charge of this department. Over this bay, in a gallery, are situated the meter and arc lamp shops. Here, in addition to voltmeters and ammeters for direct and alternating current, large numbers of arc lamps are being turned out, among some of the recent contracts being the whole of the street lamps for Bath, Morley and Newport. Speaking of arc lighting, we may say that the Electric Construction Co. make a speciality of coast defence search light plant, over 200 complete sets having been manufactured and supplied to the War Office. These sets consist, in addition to the search lights themselves, of continuous current generators belted to oil engines.
The last two of the machine bays are also used for fitting and erecting small standard pattern E.C.C. machines and tramcar enclosed motors. Two large bays of the same size as the last two named bays, but on the extreme right, are devoted exclusively to insulating and winding operations. In the first of these we noticed a rare display of machine-wound armature coils being wound on the Eickemeyer system. This, we should say, is the largest armature-winding shop in the United Kingdom. Frequently there may be seen here as many as 120 armatures, all, of course, of the drum type (for no ring wound machines have been built here since 1893). Further down this same bay may be seen the building up of resistance frames, the winding of alternator armatures and magnets, direct-current field magnets and transformer coils. In the next and principal bay of the armature shop may be seen at the bottom end transformer cares and windings assembled, mica insulation being put together and the armature and transformer iron sheets being insulated. Midway along this bay are large stores for drying out and baking armatures, and further along the larger armatures for multipolar generators direct current railway motors and rotatory transformers are handled.
Beyond the armature shop, and separated from it by a double line of railway track, which runs right into the works, is the brass shop, which consists of four bays. In the first, on the left hand, commutators are built up. Here copper bars are cut into lengths slotted for and soldered to the fork and assembled with the Mica insulating strips already referred to. At this stage the now solid cylinder of copper and mica is subjected to great compression, together with a long baking to expel all traces of moisture. It is then turned up at the ends and the mica rings applied, after which it is mounted on a cast iron bush ready for connecting on the armature shaft. The adjacent bay is occupied by brass finishing tools of various kinds, including screw cutting and turret lathes, plain and universal milling machines, shaping, screwing and drilling machines, etc. Two lines of shafting, in this bay are each driven by an independent motor. One of these shafts, some 70ft. long and 2.5in. in diameter, running in eight hangers and driving 21 brass finishing tools, absorbed 4.68 kilowatts as the maximum ordinary load, rising to 5.70 kilowatts as an extreme momentary load. To run this shaft light with its shafting only, took 3.01 kilowatts or 64.5 percent of the ordinary maximum load. This test serves to show how large an amount of power may be lost in shafting and belts in workshops.
We may appropriately embody in this article some account of the leading manufactures of the Electric Construction Co. (Limited). In all classes of electric motor work this firm has long been to the fore. It will be remembered that the E.C.C. supplied the motors for the South Staffordshire tramways, the pioneer line on the overhead trolley system, connecting the towns of Walsall, Wednesburv and Darlaston. A still more important piece of work, was the equipment of the Liverpool Overhead Railway in 1893. The Hartlepool tramway and the Halifax Corporation tramways in this country, besides various lines abroad, have also been equipped with E.C.C. plant. In the Isle of Man, the new high speed railway running between Laxey and Ramsey is being equipped with E.C.C. generating and motor plant throughout. We way say that the company holds the exclusive rights of the "Sprague" patent method of motor suspension for traction work. This suspension consists in centering the motor on the wheel axle at one point, and supporting it flexibly or otherwise at another point; so that the motor swings on the axis of the driving wheel as a centre, and the depth of meshing of the gears is thus maintained constant under all conditions of the car. This suspension has been extensively used and is found to be highly satisfactory.
The capacity of this generating plant is 2,500h.p. Among the other larger manufactures are direct-current transformers and rotatory converters, for use on the "Oxford" system of continuous current distribution, with which the company is so closely associated. This system has been widely adopted, and is now in use among other places at Oxford, Wolverhampton, Manchester, Shoreditch, Walsall, Hull, Barrow-in-Furness, Birmingham, Charing Cross and Strand Company, Chelsea Company and the Crystal Palace and District Company. It has also been quite recently adopted by the City and South London Railway Co. for their extensions to Islington and Clapham Common. This last installation will include the improvements of recent years, by which the system has been perfected and adapted to three wire distribution. Current will be supplied to substations at a pressure of 2,000 volts, and at these substations reducing transformers will lower the pressure to 500 volts above the middle pressure for the up line, and 500 volts below the middle pressure for the down line, the tracks being thus practically on the three wire system, with the rails as the neutral or middle wire. The transformation will be of the variable ratio type, compounded to compensate for feeder drop, and being connected to reduce instead of to transform, their efficiency of conversion will be over 96 percent, instead of being, rather less than 93 per cent., as hitherto. While their working efficiency is thus raised, the capacity for any given size of machine is just double that of similar transformers as hitherto used.
Machines have been built in considerable numbers for direct connection to engines, as well as for belt driving. The E.C.C. transformer is of the shell type, with only a single joint in the magnetic circuit. Our thanks are due to Mr. A. B. Blackburn and Mr. James Gray for permission to prepare this illustrated description of the Works. We also desire to express our thanks to Mr. Wilfred L. Spence, of the engineering staff, for the courteous manner in which he supplied us with information while conducting us round the works.
|