|
The
Beginning
The company’s founder, Charles
Richards, was born in Wednesbury in 1838. He was a younger
son of Silas Richards, a coachsmith, born in 1803 and died
in 1869. Charles served an apprenticeship with a local firm
of nut and bolt makers and by the late 1860s was a stocktaker at Bayliss, Jones and Bayliss of
Wolverhampton. Charles and his wife also kept a paper and
stationers shop, selling books to local preachers, teachers,
etc. In 1870 he joined forces with William
Butler and started making nuts and bolts at Lion Works in
Foster Street. They employed around 40 people, mainly in the
production of carriage nuts and bolts, which were supplied
to railway companies, and many of the leading manufacturers
of horse-drawn vehicles. The factory workers had a long
working day, starting at six o’clock in the morning, and
ending at five or six o’clock in the evening, with a half
hour break for breakfast and an hour for lunch. The firm
soon gained a high reputation throughout the world for its
superior products that were made from
high quality Swedish iron. After several years, William Butler left the company and
in about 1883, Charles Richards went into partnership with Mr.
W. Wynn. Due to a huge demand for the company’s products,
Oak Works and Phoenix Works were purchased. The business
employed around 250 people across the three sites. |
|

Mr. Charles Richards, founder of the
company. |
The firm became known as Richards and Wynn and produced a
much wider range of products, including bright and black
engineer's bolts, coach bolts, nuts and set screws, collar
screws, axle bolts, shoful, clarence and bed clips, boiler
studs, shackle plates, "D" shackles, carriage bolts, deck
bolts, handmade hot pressed nuts, bolt ends and rivets, and
telegraph iron work.
By 1859 Charles had married Louisa
Green (1836-1899), who
also came from Wednesbury.
They lived at 45 Bull Street, Darlaston
and had 7 sons and 3 daughters:
William, Silas, Charles, Arthur,
Samuel, Ernest, Frederick, Alice, Bertha, and Louisa.
Their youngest daughter, Louisa, born in
1878 married Walter Wilkins in 1908, one of the founders of
Wilkins and Mitchell. By 1870 the family
were living in John Street, Ettingshall. Charles used to
walk to the factory at Darlaston daily. In about 1875 the
family moved to Walsall Road, Darlaston and about three
years later moved to Rose Cottage, Bull Street, Darlaston,
which was a bigger house with a very large garden. |
|
In the early 1880s, William Butler died
and the Richards family purchased his house, "Hill View",
Kings Hill, Wednesbury and moved there.
Their eldest son, William Henry, owned an iron foundry in
what is now Richards Street. It occupied both sides of the
road. William’s younger brother Ernest worked there for
several years as a "general factotum", sweeping the office,
weighing in quantities, keeping the time sheets and working
out wages. He then became an apprentice midshipman with
Cowie & Company, of Liverpool and later a journalist and
author, before studying for the clergy as a Methodist
Minister in New Jersey, USA. He finally became a minister
with the United Reform Church of Scotland.
Charles’ youngest son Fred (George Frederick), born in 1875,
died at an early age. He worked for the London & North
Western Railway as a carpenter and joiner. On Saturday
21st March, 1901, whilst working on the construction of a
parapet, he was struck by the 12.26 train from Princes End
to Ocker Hill and was fatally injured.
Charles’ other four sons worked at his
factory throughout their working lives. They were Silas,
1859 – 1906, Charlie (Charles Junior), 1860 – 1945, Arthur
Samuel (known as Sam), 1862 – 1929 and Samuel, 1866 – 1902.
Silas and Arthur were responsible for the management of the
works, Charles looked after the commercial side, and Samuel
looked after outside sales.
Between the 30th December 1899 and the
21st May 1907 Charles junior lost both parents and 4 of his
6 brothers.
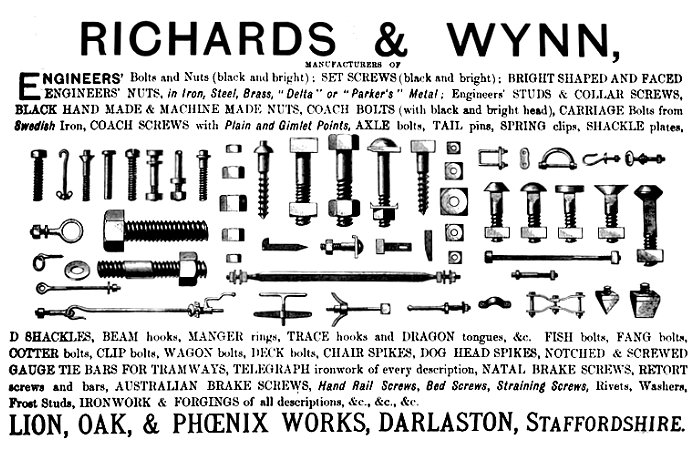
An advert from 1884.
Mr.
Wynn retired in about 1886 and the business became Charles
Richards & Company. The business prospered and soon
outgrew the three
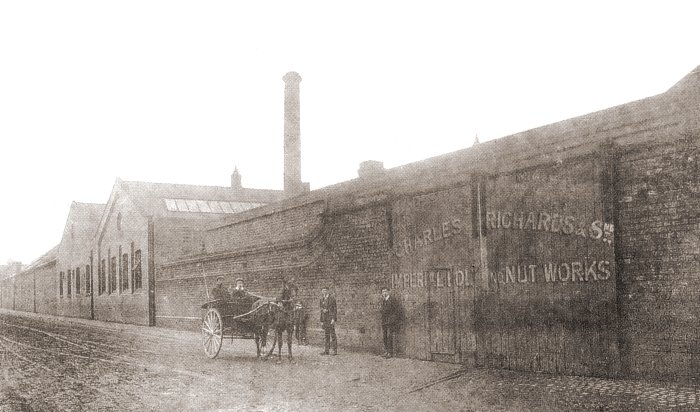
factories. On 1st October, 1886, Charles Richards purchased
Imperial Works in Heath Road for £1,625 under a conveyance
dated 7th November, 1886. There was sufficient scrap metal
there to equal the purchase price.
Imperial Works had been owned by the Darlaston Steel & Iron
Company, which went into liquidation in 1882, during the depression
in the iron trade. The factory, which included a railway
siding was auctioned at Wednesbury Town Hall. The factory
was initially called the Imperial Bolt and Nut Works, later
abbreviated to Imperial Works. The
three original factories closed, although in 1904 the newly formed Wilkins and
Mitchell rented Phoenix Works for a time. |
The company's first business card.
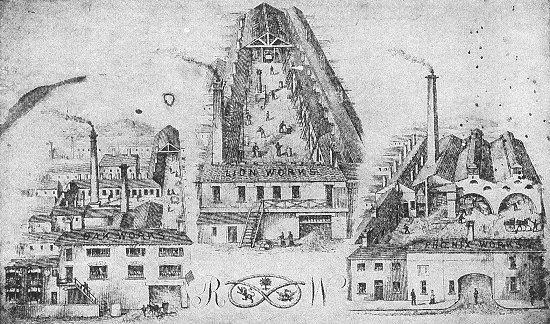
The other side of the card showing the three
factories.
|
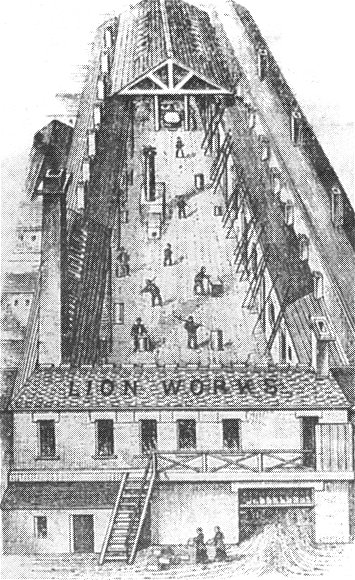
Lion Works. |
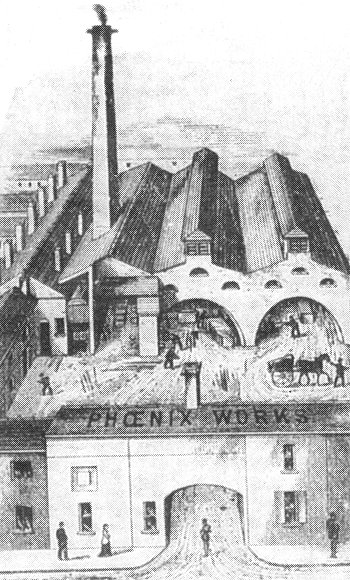
Phoenix Works. |
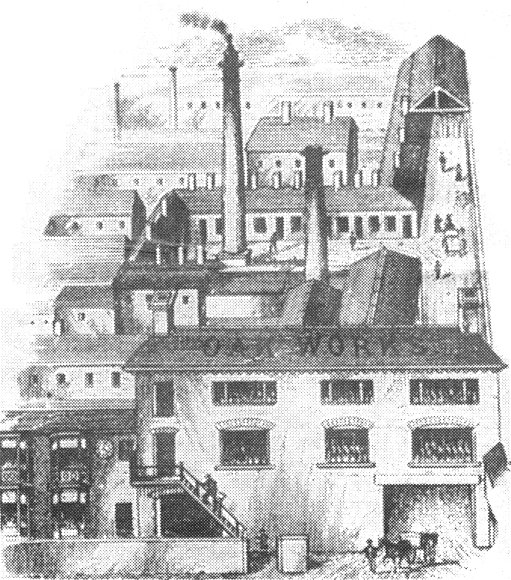
Oak Works.
The original trade mark with three symbols inside the
Staffordshire knot representing the company's first three
factories - Lion Works, Oak Works, and Phoenix Works. |
|
Imperial Works covered three acres and included stock and
packing warehouses occupying a space of 150ft. by 40ft., an
Oliver shop 200ft. long, and a large machine shop for making
blanks. The factory also included an extensive blank
warehouse, a screwing shop 140ft. by 80ft., blacksmith's
shops, and forges etc. On the 22nd August, 1901, Charles
Richards' sons, Charles junior, Silas, Arthur and Samuel
became partners in the business, which then became Charles
Richards & Sons.
Modern machinery was used throughout the factory
including powerful engines to drive the machinery, varying
from 20 to 60hp. Goods were transported by the adjacent
canal and railway sidings from the nearby London & North
Western Railway. Only the best raw materials were used
including Swedish iron.The land alongside the site, known as
The Flatts Estate, an area of approximately 30 acres, full
of old coal mines and spoil heaps was also acquired with
future expansion in mind. At a much later date part of the
land was given to Darlaston Council, and Richards Street was
built there.
 |
| Following the death of William Henry Richards in 1906,
Charles Richards & Sons purchased W. H. Richards & Company,
based at Vulcan Foundry, Lower Green, Darlaston (opposite
Imperial Works) for £954.9s.9d. By the 1940s it had become
part of Imperial Works. |
|

Imperial Works as it is today. |
|

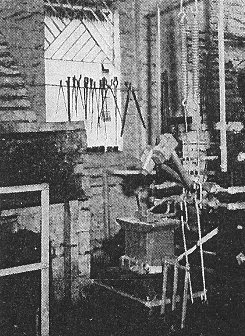
An Oliver in operation. |
The bolts and nuts were originally forged with the
treadle-operated Oliver, a foot-operated hammer, a sort of
glorified anvil, which made
light work of the forging process. There were two hammers
and so two treadles. The Oliver had been invented in the middle ages, and
adapted for bolt and nut making in the early nineteenth
century. It revolutionised the manufacturing process,
reducing production costs, and greatly increasing the
output.
The men who operated the Olivers had to blow their
own coke fires when heating the metal. They often brought their
children along to do this work for them. The Oliver
operators tended to suffer from ruptures caused by operating
the treadles and standing on one leg for long periods of
time. The working day was at least nine hours long.
|
| The larger nuts and bolts were first forged under a steam
hammer, before being taken to the Oliver operators to be
hand- dressed. Due to the great demand for the company’s products, new
types of machines were installed, including open and closed
die, and vertical heading machines for making bolts, and hot
nut forging machines.
The new machines didn't completely
supersede the Olivers, which continued in use for many years. |

A close-up view of an Oliver. |
|
A final view of an Oliver. |
The nuts and bolts produced at this time all carried a
Whitworth standard thread.
The hot nut forging machines easily handled 2½ inch
diameter nuts which measured nearly four inches across the
flats. They were forged from rectangular bars measuring just
over 3½ inches wide by 2⅜ inches high, and weighing around 2
cwt.
Each ton of nuts produced, was made from 35 cwt. of bars. |
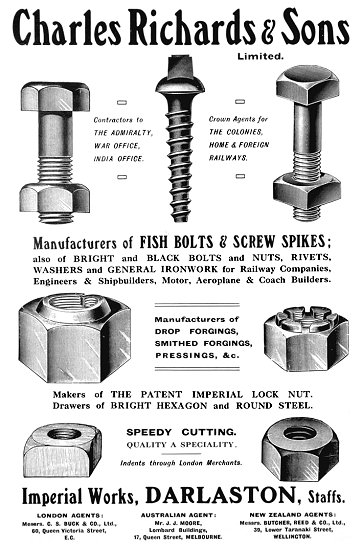
| An advert from the 1890s:
One of Darlaston’s most enterprising and successful
firms, and one which has gained a splendid
reputation in all parts of the world for its
productions, is that controlled by Messrs. Charles
Richards and Co., manufacturers of bright and black
coach bolts, engineers’ nuts, set screws, bright and
black engineers’ bolts in iron and special steel
etc., etc. (late Lion, Oak and Phoenix Works),
Imperial Works, The Green, Darlaston. Since its
inception about twenty years ago, it has had a
prosperous career, which speaks to the ability,
energy, business, shrewdness and diligence shown in
its management from the commencement, and which
testifies to the firm’s sound judgement and
administrative abilities, and the fact that they now
control one of the best known concerns of this
character throughout the United Kingdom, and whose
high-class manufactures are known in all parts of
the world, for their excellent quality, workmanship
and finish.
In consequence of their large
and increasing business, Messrs. Charles Richards &
Co. have recently taken over very extensive premises
known as the “Imperial Works”, The Green, covering
over three acres of ground. They are splendidly
constructed on the very best lines, and specially
adapted for the various qualities of goods made, no
expense being spared in order to get everything as
perfect as human skill can procure for the
production of Darlaston’s famous industry – “Bolts
and Nuts” etc. The works comprise extensive, lofty,
modernly built, stock and packing warehouses, one
hundred and fifty feet long by forty feet wide,
admirably equipped and arranged; oliver shop, two
hundred feet long; large machine shop for making
blanks; extensive blank warehouse, parallel with
screwing shop; very commodious screwing shop, one
hundred and forty feet long by eighty feet wide,
fitting and blacksmith shops, forges, stores, etc.
The whole of these buildings are laid out in a most
systematic manner – the manufactures being commenced
at one end of the range, and finished at the other
end, from its most crude form.
There are powerful engines of
the best type, ranging from twenty to sixty nominal
horsepower, replete with the most modern machinery
in every variety for the different departments
throughout the works. A costly plant of the most
advanced style has been fitted up with all the
necessary appliances of the trade. There is every
facility for the transmigration of goods either by
water, rail, or road to any part of the world –
sidings of the London and North Western Railway
Company run right into the works. The firm have
their own wharf of canal in the works for loading of
goods by boats to their different destinations with
mechanical apparatus for loading and unloading, etc.
Messrs. Charles Richards and Co. make a special
feature in their manufactures, using only the best
materials in steel and iron for making their goods,
including the finest brands of Swedish iron; great
care being exercised by the members of the firm in
the selection of materials for their celebrated
specialities. They manufacture every description of
black and bright coach bolts and nuts, set screws,
bright and black engineers’ bolts from one-eighth to
four inches; also carriage bolts from Swedish iron.
A leading line is their coach
and engineers’ bolts and set screws, which are made
from specially prepared steel; and their increasing
demand by coach builders and engineers, testifies to
the satisfaction they are giving by their
superiority over other goods of a like kind in the
market. They also manufacture collar screws, axle
bolts, and all kinds of bright work, shoful,
Clarence and bed clips, telegraph ironwork, shackle
plates and D shackles, boiler studs, wagon bolts,
deck bolts, hand-made and hot pressed nuts, coach
screws with plain and gimlet points, bolt ends,
rivets, etc., etc.
The firm do an extensive home
and large foreign trade; these splendid goods
becoming very popular with home and foreign buyers,
in consequence of their excellency in manufacture.
There are a handsome suit of offices, well
appointed, with an adequate clerical staff to carry
on the extensive business of the firm. A keen
personal supervision is exercised over every
department by the proprietors to the minutest matter
in every detail; practical foremen are appointed for
each of the different branches, and a large staff of
experienced workmen are employed. In home and
foreign commercial circles Messrs. Charles Richards
and Co. are known for their strict probity and
honourable dealing. |
|
|
An advert from 1909. |
The early years of the twentieth
century were a sad time for the Richards family. Samuel died
in 1902, whilst still in his mid thirties, followed in 1905
by Charles senior, the founder of the company, who died at
the age of 67. In 1906, Silas passed away at the
early age of 47.
The business was then run by the two
surviving brothers, Charles and Arthur. Charles looked after
sales, whilst Arthur managed production.
They worked long hours. At the end of the working day
Charles would take home all of the day’s correspondence and
enquiries, and without any reference to price lists, make
out quotations and reply to letters. |
Mr. Charles Richards junior. |
 |
Charles Richards junior in
younger years. |
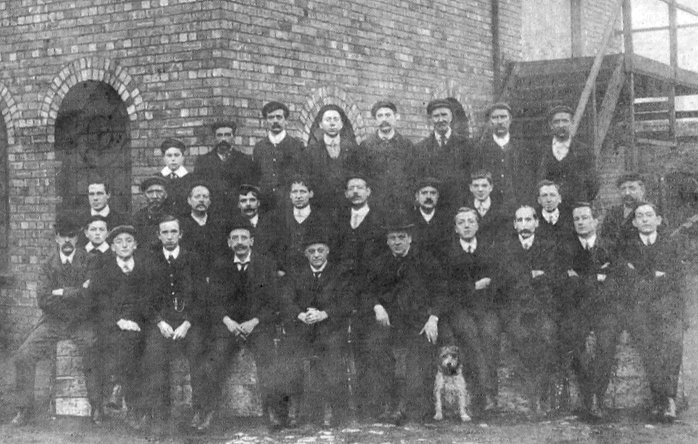
The office staff and foremen in about 1910.
| Another member of the Richards
family who joined the company was Arthur Richards. |
 |
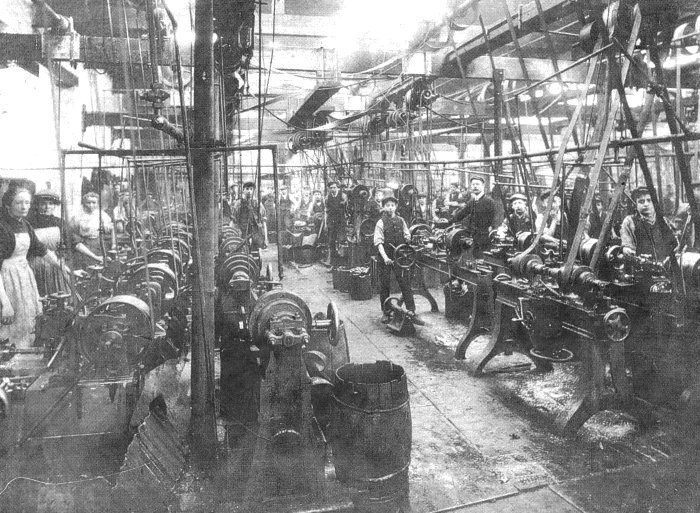
Part of the factory floor.
Part of the factory.

A Charles Richards adjustable spanner.
|
An advert from 1913. |
|
An advert from 1916. |
|
|
He
sat up until the early hours of the morning to ensure that
everything was done. He was assisted by one of his sisters
who addressed envelopes and stuck stamps on them so they
could be posted next morning.
Around this time two sons of Charles
Richards junior joined the company. They were Harry Richards
who started work in 1904 and took an active part in the
production side of the business, and Mr. Charles W.
Richards. Machine technology continued to
improve, and new machines were acquired to increase
production, including cold heading machines, and automatic
screwing and pointing machines, which carried out the
operation in just two cycles.
Another machine, called the “Boltmaker”
produced a finished bolt from a coil of wire which was
automatically fed into the machine. Previously three
separate machines had been used for this operation. Nut
forming machines were also installed, which made nuts from a
round bar without applying heat.
The new machines ensured that the
products were made to a high standard, at an economic price.
They were essential to keep the manufacturing process
profitable because at the time the cost of raw materials
greatly increased, and higher wages were expected.
The new machines also allowed the
company to produce the vast quantities of nuts and bolts
that were ordered by the growing number of vehicle
manufacturers. |
|

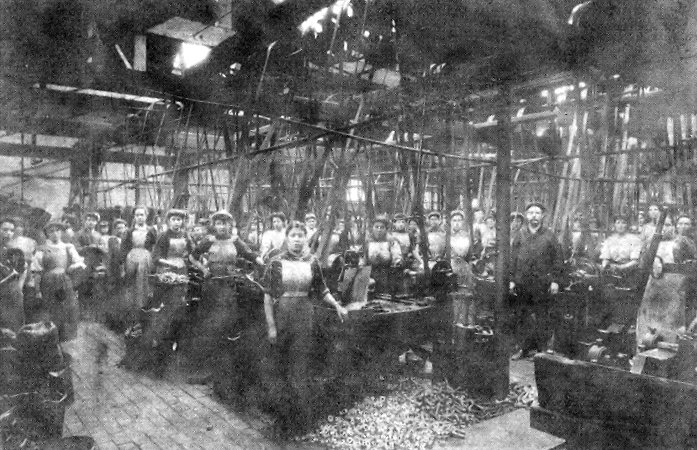
Some of the workforce. |
|
One of the nut and bolt shops. |
| A new heat treatment plant was installed using the
latest type of electric furnaces for hardening and
tempering, and the facilities in the test house, and the
laboratory were improved.
The careful heat treating of machine tools greatly
extended their life, and alloy steels were used instead of
carbon tool steel. |
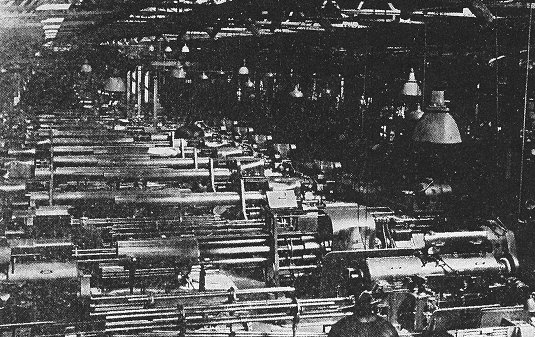
A section of the Bright and Automatic
Shop showing multi-spindle automatic machines. |
|
An advert from 1922. |
A new firm called The Midland Bolt, Nut & Rivet Company
Limited was formed by Charles Richards and Sons, and a group
of other Darlaston manufacturers. It had a range of new
machinery which was used for the benefit of the local
manufacturers. The company installed cold heading machines
for making hexagon, square, and carriage bolts in two
operations on two machines. The first machine headed the
material to form a round head, which was trimmed on the
second machine to form a hexagon or square. In 1926 the
company went into liquidation and was purchased by Charles
Richards. The whole operation and plant was moved to a new
building erected on the Flatts Estate, in Richards Street,
which still retained The Midland Bolt, Nut & Rivet Company
Limited name.
Another section called the New Imperial Works, also in
Richards Street, was added for the screwing of bolts and the
tapping of nuts, repetition parts, and special turned bolts
made from hot or cold forgings. All of the existing plant
for the production of bright nuts and bolts was moved there
from Imperial Works. |
|
Charles Richards and Sons also made
advances in screwing equipment. A section was set aside for
the manufacture of die heads, ground thread taps and dies,
and thread rolling dies.
The ground thread taps and dies were
essential to ensure great accuracy in the screw threads. All
gauges were hardened and ground to guarantee close
tolerances and uniformity.
The material used in the Bright
Department was drawn in the Bight Drawn Steel Section,
started in 1911. Thousands of tons of black bars, of free
cutting quality were purchased from America for the raw
material because at that time they were not made in this
country.
Extensions were made to Imperial Works
after the company purchased an adjoining factory in 1935,
containing a rolling mill for the production of wrought
iron. The factory was used to extend the Screwing Shop, and
to provide a site for a new Black Warehouse, and Steel
Stockyard. Work on the new extension was completed in 1938. |
Mr. Charles Richards junior. |
|
The Imperial Works Football
Team in the 1922 - 1923 season. From an old
postcard. |
A letterhead from 1954.

An aerial view with Imperial Works
in the background, and the Midland Bolt, Nut & Rivet
Company Limited in the foreground. |

Some of the workers at
Charles Richards on 9th January, 1933.
Courtesy of Ian Stubbs. The names are
believed to be as follows:
Back Row - left to right:
Alfred Cadman, Joseph Ball, Fred Lamsdale,
Cyril Fellows, Jack Page,
Fred Parker, Sam Parker, Bernard Warden, and
Herbert Dean.
Front Row - left to right:
Will Randel, George Stanton, Arthur Day,
Jack Oldfield, and George Evans. |
|
An advert from 1938. |
|
An advert from 1937. |
| Extensions were also made to the Engineering Department,
where repairs were carried out, and new special purpose
machines were developed for use in the factory, to improve
production and quality.
Facilities were added for the training of apprentices,
and the most modern machine tools were acquired. Everything was done to encourage youths to join the
company’s apprentice scheme where they were given a thorough
training to prepare them for any future role.
 |
|
The Engineer. 29th March, 1940.
Lighting in a Nut and Bolt Factory.
It is just over
a hundred years since Joseph
Whitworth set up his own Machine
tool shop in Manchester and started
his collection of screwed bolts with
a view to standardising the
relationship between the diameter of
the bolt and the threads. Previously
when a machine needed new fixing
bolts the repairer had to make and
thread special bolts, for the
original maker of the machine used
whatever diameter or thread he
fancied. Today, not only have
Whitworth's standards been adopted
throughout the world, but nut and
bolt manufacture has been made
either an automatic or
semi-automatic process.
When the firm
of Charles Richards and Sons,
Darlaston, was founded in 1870, nuts
and bolts were made by the method
called the ‘Oliver’ process,
entirely by manual labour through a
treadle. At this time the firm
employed some 70 or 80 hands and
possessed only two bolt-making
machines. By 1914 the number of
employees had increased to several
hundred, and it was then decided to
scrap the obsolete gas lighting
installation for electricity. Since
those days the firm has grown to
well over a thousand employees,
making all types and sizes of nuts
and bolts. Many additions and
improvements have of necessity been
carried out in the lighting.
Some twelve
months ago the management decided to
have a complete lighting survey of
the entire factory, and as a result,
it was arranged to replace the
multiplicity of local lighting units
over the machines by a general
lighting scheme of ‘Metrovick’
mercury discharge lamp units.
Considerable care was necessary in
the layout to eliminate shadows from
overhead belting, and the changeover
has been found a great improvement.
Output has increased, and operatives
have expressed satisfaction with the
improved lighting. The general
standard of illumination averages
10-12 foot-candles, and in special
sections it is 20-25 foot-candles.
Up to the present about one hundred
125, 250, and 400 watt mercury
discharge units have been installed,
but a considerable part of the
lighting still remains to be
converted.
In addition to
general lighting, Metropolitan
Vickers have been responsible for an
interesting A.R.P. lighting
installation. In each of thirty
shelters is installed an automatic
set, consisting of a metal rectifier
fed from the mains. The rectifier
can supply current to the lamps in
the shelter, through a transformer
in the set itself. When the mains
voltage is cut off, the load is
automatically transferred to an
alkaline battery, which is also
mounted in the set. This battery is
capable of maintaining the full
lighting in the shelter for six
hours, or half light for twelve
hours.
It is pointed
out that although the first cost of
this arrangement is rather high,
there are no maintenance charges,
whereas if duplicate sets of
batteries are used, they must be
regularly charged, particularly if
the acid type of battery is used. |
|
|
|
An advert from 1949. |
|
In 1945 Charles Richards junior died,
leaving his son Charles W. Richards in charge, aided by his
nephews Harry Richards and Philip Richards. Sadly Philip
died just two years later.
Charles W. Richards, the new Managing
Director continued in his father’s footsteps, looking after
sales.
He was also Vice Chairman of two nut
and bolt associations, Chairman of the Newport River Company
Limited in South Wales, Director of Criterion Stampings
Limited in Willenhall, where Philip Richards was Chairman,
and Chairman of Garratt & Bunch Limited of Willenhall.
Charles Richards and Sons had an interest in all of the
three companies.
By the early 1950s the fourth generation of the family
had become directors of the company. They were Charles Peter
Richards, son of the Chairman, John Richards, great grandson
of Arthur Richards, and David Richards, eldest son of Arthur
Samuel Richards. |

Mr. Charles W. Richards. |
|
An advert from the mid 1960s. |
It was a family business in every way. The Richards
family treated the employees extremely well. They almost
became an extended family. They looked after their welfare
and provided social activities for them.
The canteen opened in 1918 to provide meals and act as a
base for the sports and social activities. A bowling green
was laid on which county matches were played, and there were
facilities for tennis, football, and indoor games.
A fully equipped surgery was also opened with a nursing
sister and two assistants. |
An advert from 1958.
|
An advert from the mid 1950s.
Courtesy of Christine and John Ashmore. |
To show their appreciation of long serving employees,
certificates were given to people with thirty years or more
service. Because of the prevailing family atmosphere in the
factory, it was an enjoyable place to work, so that many
employees spent the whole of their working lives there.
For
instance, Mr. J. W. Reed, the Company Secretary worked there
for over sixty years and retired at the age of eighty nine.
Mr Joseph Perkins, who joined the company in 1891, worked
there for around seventy years. |
|
A similar advert from
1954. |
| A long service award that
was presented to William Whitehouse on his
retirement from Charles Richards in 1942. It is
signed by Charles Richards junior and includes his
photograph.
Courtesy of the late Bill Whitehouse. |
 |
 |
Brian Groves
certificate of apprenticeship, dated 19th
September, 1960.
It was awarded after he
completed his term of indentured apprenticeship
as a machine tool fitter at Charles Richards &
Sons Limited.
They were a member of
WADMA the Wednesbury and Darlaston Manufacturers
Association.
Courtesy of Brian
Groves.
|
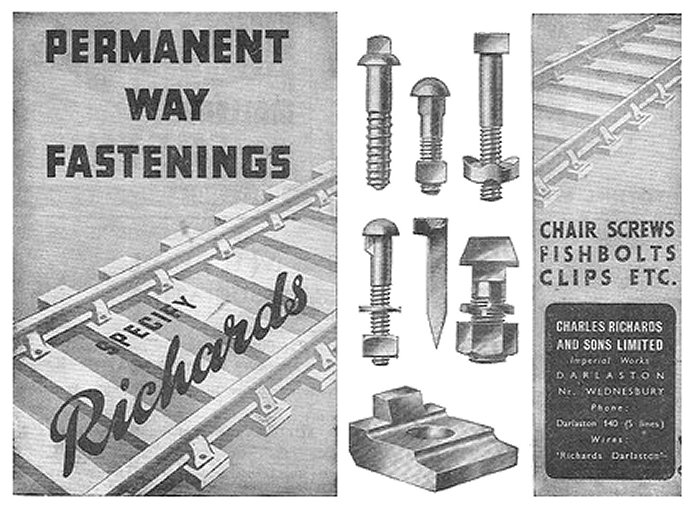
| In the 1960s the main
products were black, bright, and high tensile
bolts and nuts, high strength torque bolts for
use in the construction industry, and repetition
parts including fishbolts, screw spikes, rail
clips and parts for the permanent way, and
telegraph ironwork.
Screw spikes had long been a
successful product. Back in 1932 the company
received an order for five hundred tons of them
from China.
The firm’s products were
sold throughout much of the world. In the early
years there were many customers in Australia,
New Zealand, and South Africa, but as time
progressed customers were found in nearly all of
the countries in the world.
The company kept an eye on potential global markets and
produced fastenings to suit. By the late 1950s the oil
industry had greatly expanded, and so specialised fastenings
were produced, which were used throughout the industry.
The
home market was not forgotten. In the 1950s the company had
agencies in every part of the country, and Charles Richards
& Sons became one of the largest private bolt and nut makers
in the world. |
An advert from 1968. |
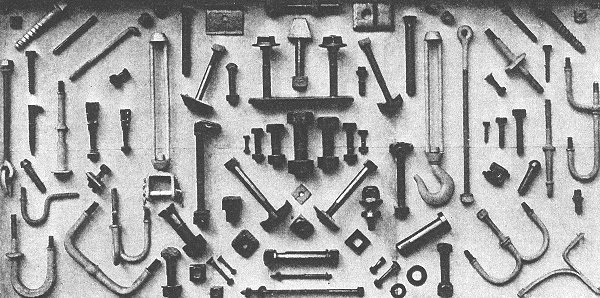
A display of galvanised black hot-forged
products, and railway and telegraph fittings.
| The various buildings eventually covered many acres and
were equipped with the most modern tools and machinery
possible, including a galvanising plant.
A new office block was built in Heath Road, and blade hot
forged products were added to the product range.
The company became one of the largest employers in the
area. |

Charles Richards & Sons
offices, Heath Road, in 1976. |
| |
|
| View some
photographs of Imperial Works |
 |
| |
|

A photograph of a
presentation of long service awards in the
canteen, possibly in the 1950s. It is from a
newspaper cutting, from an unknown newspaper.
The awards were presented by Mr. C. W. Richards,
and the recipients were thanked by Mr. P. H.
Richards for their long and devoted service to
the firm. Awards for 50 years service were
presented to: Mr. W. C. Hill, Mr. E. Goodman,
Mr. J. E. Williams, Mr. I. Mander, Mr. A. Green,
Mr. C. Reed, and Mr. H. Cotterill. Awards for 40
years service were presented to Mrs. M. M. Lee,
Mr. G. Alldritt, Mr. R. Gibbs, Mr. H. Evans, Mr.
C. H. Martin, and Mr. D. S. Jones. Awards for 30
years service were presented to: Mrs. M. A.
Wiles, Mrs. P. I. Russell, Mr. J. J. W. Arnold,
Mr. H. J. Day, Mr. A. E. Griffiths, Mr. G. S.
Orson, Mr. C. H. Kynaston, Mr. E. E. Hubbard,
Mr. D. Walters, Mr. J. Jones, Mr. H. T. Halford,
and Mr. T. Kirk.
Courtesy of Christine and John Ashmore.
|
 |
Another photograph
from a newspaper cutting from an unknown
newspaper, possibly from the 1950s. It shows
Stores Foreman, 84 years old Joe Perkins who
lived at 455 Darlaston Road, Pleck.
He was in his 67th year
with the company, and about to retire. This was
believed to be a long service record.
Courtesy of Christine
and John Ashmore. |
| In order to leave the
factory during working hours, employees had to
get a pass-out to present to the security people
at the factory gate. This one appears to be
signed by Joe Perkins who is in the photograph
above. Courtesy
of Christine and John Ashmore. |
 |

A presentation of long service awards.
Courtesy of Brian Groves.
| The photograph above was taken at a long
service awards presentation and dinner in about
1960. Charles W. Richards can be seen on the
left at the front. The dinner, an annual event,
was attended by about 180 people, many of whom
were retired. Certificates and cheques were
presented to Mrs Elsie Stain and Mr. Horace
Stevenson, both of whom had worked at Charles
Richards & Sons for 50 years. Mrs. Stain worked
in the welfare department, and Mr. Stevenson was
in the wages department. Five people received
awards for 40 years service, they were: Miss
Kate Garrett, Mr. Frederick Atwell, Mr. George
Wells, Mr. John Hardwick, and Mr. William
Skidmore. Others who received awards for 30
years service were: Mr. Elijah Bailey, Mr.
Frederick Gittings, Mr. James Thorpe, Mr. James
Fisher, Mr. Thomas Hutchinson Groves, Mr. Sidney
Underhill, Mr. George Powell,
Mr. William Fletcher, Mr. John Holdcroft, Mr.
John Blackhouse, and Mr. Victor Parsons. |
|
An invoice from the
1960s. |
|

Another view of Imperial Works. |
|

A medallion produced
by the firm in 1970. Courtesy of Bill
Whitehouse. |
|
The future looked bright until
the beginning of the 1980s when things went badly
wrong. In June/July 1980 the company
was taken over by a South African firm which
disposed of Richards' assets and closed the
Darlaston factory, bringing 100 years of successful
manufacturing to an end.
The company is still liked and well remembered
today, particularly by the ex-employees.
Occasionally they have get-togethers which are
always well attended, but inevitably with the
passing of time the numbers slowly fall. Although much of Imperial Works is now derelict,
some parts of the factory are now used by other
companies, as is most, if not all of New Imperial
Works. |
|

Looking down Heath Road at
what remains of Imperial Works. |

This building, which still
stands, was used as a storeroom in the factory.
It overlooks the canal, and was built by the
Darlaston Steel and Iron Company. It must be the
only surviving building from the old ironworks. |
|

A final view of the works,
showing the extension built in 1936. |
At the end of 2012, George Dyke Limited
closed its old factory at Doctors Piece in
Willenhall, where it had been since its
formation in 1830. It was one of the oldest
factories in Willenhall.
In 1980, the 5 acre site at Imperial Works,
in Heath Road, Darlaston and George Dyke
Limited were both purchased by the
Dowdeswell Engineering Group.
All the staff moved to Imperial Works
where new plant and equipment was installed
along with some of the old equipment from
Willenhall. In 2011 a new management team
was employed and turnover had grown by 36
percent.

The entrance at the
eastern end of the works.

The sign outside the
works entrance.
The new factory had a CNC machining
centre, a band saw and five power hammers
producing components for customers in a wide
range of sectors including truck and
commercial vehicles, petro-chemical,
construction, agriculture and mining, with
exports to Germany, Holland, Belgium and
North America.

Unfortunately within a few years, orders
declined and the business went into
administration. In 2020 it was acquired by
RB Forgings (UK) Limited which saved 39
jobs.
|
From the
London Gazette. |
Unfortunately things still
didn't improve and so the
business ended up in voluntary
liquidation. |
|
| I must thank Robin Richards for his invaluable help
with this brief history. |
|
|
Return to
the
previous page |
|